Техника - молодёжи 1957-05, страница 45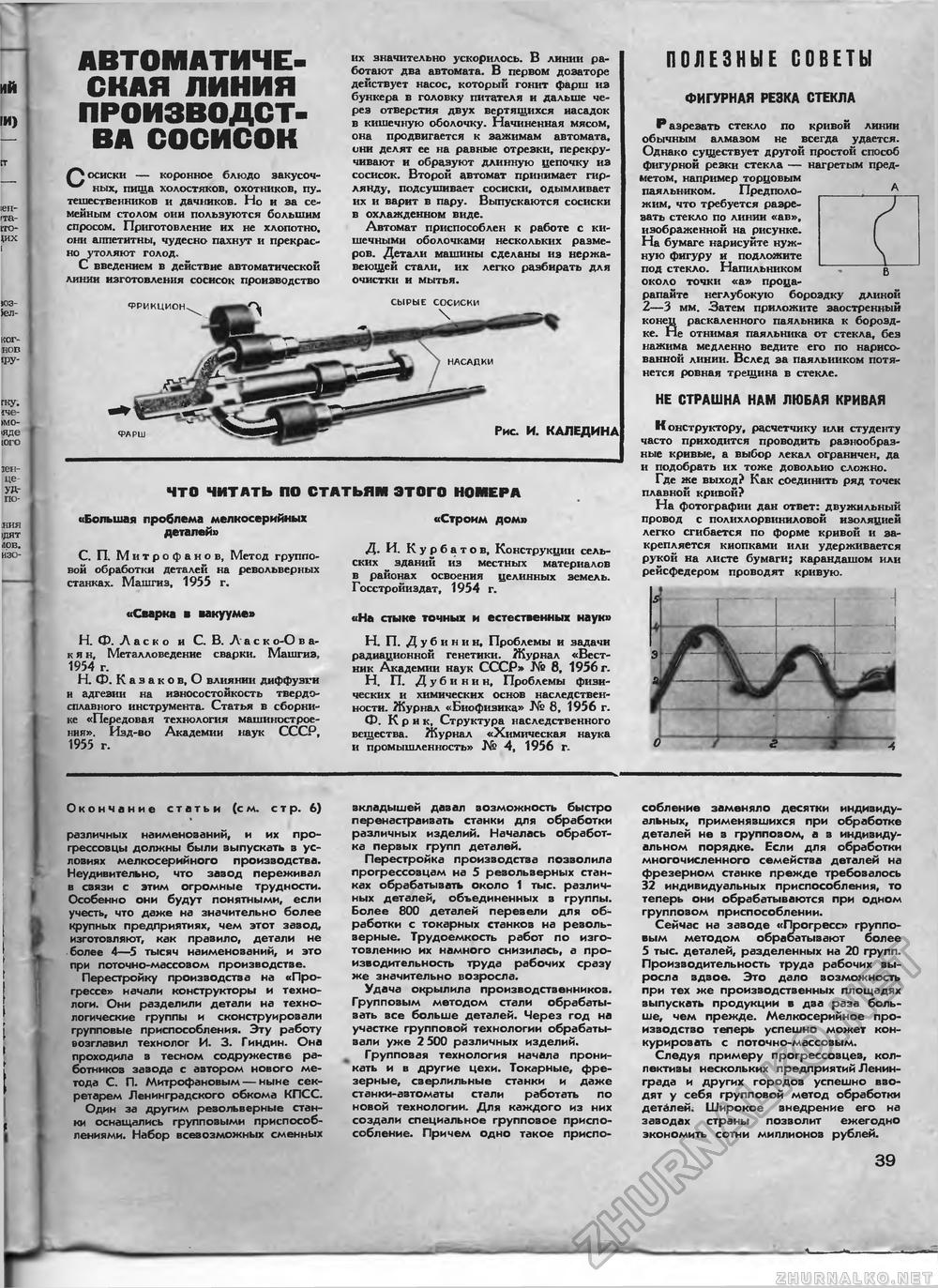
АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА СОСИСОК ^ осиски — коронное блюдо закусоч-ных, пища холостяков, охотников, путешественников и дачников. Но и за семейным столом оии пользуются большим спросом. Приготовление их не хлопотно, они аппетитны, чудесно пахнут и прекрасно утоляют голод. С введением в действие автоматической линии изготовления сосисок производство их значительно ускорилось. В линии работают два автомата. В первом дозаторе действует насос, который гонит фарш из бункера в головку питателя и дальше через отверстия двух вертящихся иасадок в кишечную оболочку. Начиненная мясом, она продвигается к зажимам автомата, они делят ее на равные отрезки, перекручивают и образуют длинную цепочку из сосисок. Второй автомат принимает гирлянду, подсушивает сосиски, одымливает их и варит в пару. Выпускаются сосиски в охлажденном виде. Автомат приспособлен к работе с кишечными оболочками нескольких размеров. Детали машины сделаны из нержавеющей стали, их легко разбирать для очистки и мытья. ЧТО ЧИТАТЬ ПО СТАТЬЯМ ЭТОГО НОМЕРА «Большая проблема мелкосерийных деталей» С. П. Митрофанов, Метод групповой обработки деталей на револьверных станках. Машгиз, 1955 г. «Сварка в вакууме» Н. Ф. Л а с к о и С. В. Л а с к о-О в а-к я н, Металловедение сварки. Машгиз, 1954 г. Н. Ф. Казаков, О влиянии диффуэги и адгезии на износостойкость твердосплавного инструмента. Статья в сборнике «Передовая технология машиностроения». Изд-во Академии наук СССР, 1955 г. «Строим дом» Д. И. Курбат о в, Конструкции сельских зданий из местных материалов в районах освоения целинных земель. Госстройиздат, 1954 г. «На стыке точных и естественных наук» Н. П. Д у б и н и и, Проблемы и задачи радиационной генетики. Журнал «Вестник Академии наук СССР» № 8, 1956 г. Н. П. Д у б и н и н, Проблемы физических и химических основ наследственности. Журнал «Биофизика» № 8, 1956 г. Ф. Крик, Структура наследственного вещества. Журнал «Химическая наука и промышленность» № 4, 1956 г- Окончание статьи (см. стр. 6) различных наименований, и их про-грессозцы должны были выпускать з условиях мелкосерийного производства. Неудивительно, что зазод переживал в связи с этим огромные трудности. Особенно они будут понятными, если учесть, что даже на значительно более крупных предприятиях, чем этот зазод, изготовляют, как правило, детали не более А—5 тысяч наименований, и это при поточно-массозом производстве. Перестройку производства на «Прогрессе» начали конструкторы и технологи. Они разделили детали на технологические группы и сконструировали групповые приспособления. Эту работу возглавил технолог И. 3. Гиндин. Она проходила з тесном содружестве работников завода с автором нового метода С. П. Митрофановым — ныне секретарем Ленинградского обкома КПСС. Один за другим револьверные станки оснащались групповыми приспособлениями. Набор всевозможных сменных вкладышей дазал возможность быстро перенастраивать станки для обработки различных изделий. Началась обработка первых групп деталей. Перестройка производства позволила прогрессозцам на 5 револьверных станках обрабатывать около 1 тыс. различных деталей, объединенных з группы. Более 800 деталей перевели для обработки с токарных станков на револьверные. Трудоемкость работ по изготовлению их намного снизилась, а производительность труда рабочих сразу же значительно возросла. Удача окрылила производственников. Групповым методом стали обрабатывать все больше деталей. Через год на участке групповой технологии обрабатывали уже 2 500 различных изделий. Групповая технология начала проникать и в другие цехи. Токарные, фрезерные, сверлильные станки и даже станки-азтоматы стали работать по новой технологии. Для каждого из них создали специальное групповое приспособление. Причем одно такое приспо ПОЛЕЗНЫЕ СОВЕТЫ ФИГУРНАЯ РЕЗКА СТЕКЛА Разрезать стекло по кривой линии обычным алмазом не всегда удается. Однако существует другой простой способ фигурной резки стекла — нагретым предметом, например торцовым паяльником. Предположим, что требуется разрезать стекло по линии «ав», изображенной на рисунке. На бумаге нарисуйте нужную фигуру и подложите под стекло. Напильником около точки «а» процарапайте неглубокую бороздку длиной 2—3 мм. Затем приложите заостренный конец раскаленного паяльника к бороздке. Не отнимая паяльника от стекла, без нажима медленно ведите его по нарисованной линии. Вслед за паяльником потянется ровная трещина в стекле. НЕ СТРАШНА НАМ ЛЮБАЯ КРИВАЯ Конструктору, расчетчику или студенту часто приходится проводить разнообразные кривые, а выбор лекал ограничен, да и подобрать их тоже довольно сложно. Где же выход? Как соединить ряд точек плавной кривой? На фотографии дан ответ: двужильный провод с полихлорвиниловой изоляцией легко сгибается по форме кривой и закрепляется кнопками или удерживается рукой на листе бумаги; карандашом или рейсфедером проводят кривую. собление заменяло десятки индивидуальных, применявшихся при обработке деталей не з групповом, а з индивидуальном порядке. Если для обработки многочисленного семейства деталей на фрезерном станке прежде требовалось 32 индивидуальных приспособления, то теперь они обрабатываются при одном групповом приспособлении. Сейчас на заводе «Прогресс» групповым методом обрабатывают более 5 тыс. деталей, разделенных на 20 групп. Производительность труда рабочих выросла вдвое. Это дало возможность при тех же производственных площадях выпускать продукции в два раза больше, чем прежде. Мелкосерийное производство теперь успешно может конкурировать с поточно-массовым. Следуя примеру прогрессозцез, коллективы нескольких предприятий Ленинграда и других городов успешно вводят у себя групповой метод обработки деталей. Широкое внедрение его на заводах страны позволит ежегодно экономить сотни миллионов рублей. СЫРЫЕ СОСИСКИ ФРИКЦИОН, НАСАДКИ Рис. И. КАЛЕДИНА 39 |








