Техника - молодёжи 1959-06, страница 22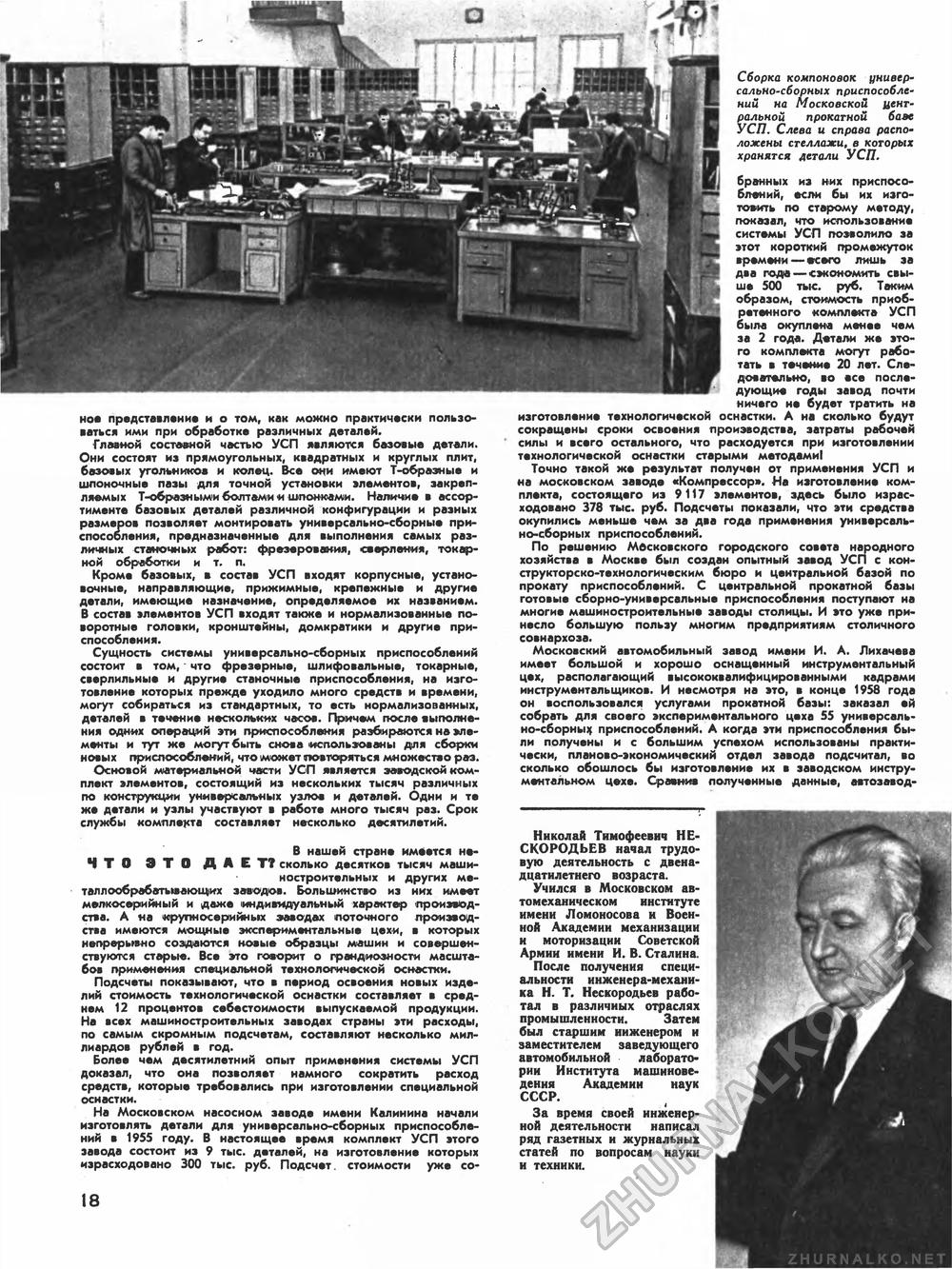
нов представление и о том, как можно практически пользоваться ими при обработке различных деталей. Главной составной частью УСЛ являются базовые детали. Они состоят из прямоугольных, квадратных и круглых плит, базовых угольников и колец. Eke они имеют Т-образные и шпоночные пазы для точной установки элементов, закрепляемых Т-образными болтами и шпонками. Наличие в ассортименте базовых деталей различной конфигурации и разных размеров позволяет монтировать универсально-сборные приспособления, предназначенные для выполнения самых различных станочных работ: фрезерования, сверления, токарной обработки и т. п. Кроме базовых, в состав УСП входят корпусные, установочные, направляющие, прижимные, крепежные и другие детали, имеющие назначение, определяемое их названием. В состав элементов УСП входят также и нормализованные поворотные головки, кронштейны, домкратики и другие приспособления. Сущность системы универсально-сборных приспособлений состоит в том, ~ что фрезерные, шлифовальные, токарные, сверлильные и другие станочные приспособления, на изготовление которых прежде уходило много средств и времени, могут собираться из стандартных, то есть нормализованных, деталей в течение нескольких часов. Причем после выполнения одних операций эти приспособления разбираются на элементы и тут же могут быть снова «использованы для сборки новых приспособлений, что может (повторяться множество раз. Основой материальной части УСП является заводской комплект элементов, состоящий из нескольких тысяч различных по конструкции универсальных узлов и деталей. Одни и те же детали и узлы участвуют в работе много тысяч раз. Срок службы комплекта составляет несколько десятилетий. В нашей стране имеется не-Н Т О ЭТО ДАЕТ? сколько десятков тысяч машиностроительных и других металлообрабатывающих заводов. Большинство из них имеет мелкосерийный и даже «индивидуальный характер производства. А на крупносерийных заводах поточного производства имеются мощные экспериментальные цехи, в которых непрерывно создаются новые образцы машин и совершенствуются старые. Все это говорит о грандиозности масштабов применения специальной технологической оснастки. Подсчеты показывают, что в период освоения новых изделий стоимость технологической оснастки составляет в среднем 12 процентов себестоимости выпускаемой продукции. На всех машиностроительных заводах страны эти расходы, по самым скромным подсчетам, составляют несколько миллиардов рублей в год. Более чем десятилетний опыт применения системы УСП доказал, что она позволяет намного сократить расход средств, которые требовались при изготовлении специальной оснастки. На Московском насосном заводе имени Калинина начали изготовлять детали для универсально-сборных приспособлений в 1955 году. В настоящее время комплект УСП этого завода состоит из 9 тыс. деталей, не изготовление которых израсходовано 300 тыс. руб. Подсчет, стоимости уже со- 18 Сборка компоновок универсально-сборных приспособлений на Московской центральной прокатной базе УСП. Слева и справа расположены стеллажи, в которых хранятся детали УСП. бранных из них приспособлений, если бы их изготовить по старому методу, показал, что использование системы УСП позволило за этот короткий промежуток времени — всего лишь за два года — сэкономить свыше 500 тыс. руб. Таким образом, стоимость приобретенного комплекта УСП была окуплена менее чем за 2 года. Детали же этого комплекта могут работать а течение 20 лет. Следовательно, во асе последующие годы завод почти ничего не будет тратить на изготовление технологической оснастки. А на сколько будут сокращены сроки освоения производства, затраты рабочей силы и всего остального, что расходуется при изготовлении технологической оснастки старыми методами! Точно такой же результат получен от применения УСП и на московском заводе «Компрессор». На изготовление комплекта, состоящего из 9117 элементов, здесь было израсходовано 378 тыс. руб. Подсчеты показали, что эти средства окупились меньше чем за два года применения универсаль-но-сборных приспособлений. По решению Московского городского совета народного хозяйства в Москве был создан опытный завод УСП с кон-структорско-технологическим бюро и центральной базой по прокату приспособлений. С центральной прокатной базы готовые сборно-универсальные приспособления поступают на многие машиностроительные заводы столицы. И это уже принесло большую пользу многим предприятиям столичного совнархоза. Московский автомобильный завод имени И. А. Лихачева имеет большой и хорошо оснащенный инструментальный цех, располагающий высококвалифицированными кадрами инструментальщиков. И несмотря иа это, а конце 1958 года он воспользовался услугами прокатной базы: заказал ей собрать для своего экспериментального цеха 55 универсаль-но-сборны* приспособлений. А когда эти приспособления были получены и с большим успехом использованы практически, планово-экономический отдел завода подсчитал, во сколько обошлось бы изготовление их в заводском инструментальном цехе. Сравнив полученные данные, автозавод- Николай Тимофеевич НЕСКОРОДЬЕВ начал трудовую деятельность с двенадцатилетнего возраста. Учился в Московском автомеханическом институте имени Ломоносова и Военной Академии механизации и моторизации Советской Армии имени И. В. Сталина. После получения специальности инженера-мехаии-ка Н. Т. Нескородьев работал в различных отраслях промышленности. Затем был старшим инженером и заместителем заведующего автомобильной лаборатории Института машиноведения Академии наук СССР. За время своей инженерной деятельности написал ряд газетных и журнальных статей по вопросам науки и техники. |








