Техника - молодёжи 1974-08, страница 15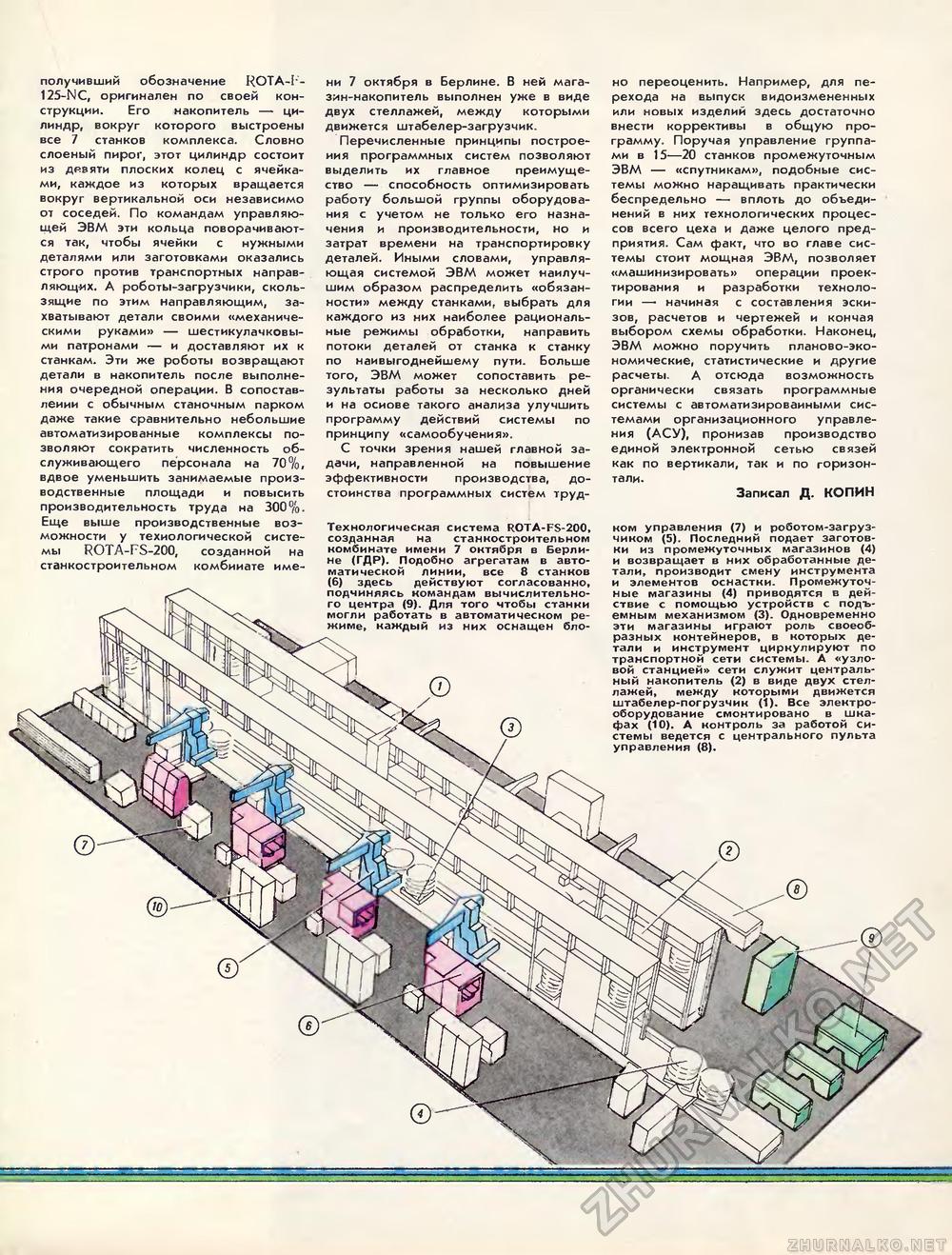
пол/чивший обозначение ROTA-I-125-NC, оригинален по своей конструкции. Его накопитель — цилиндр, вокруг которого выстроены все 7 станков комплекса. Словно слоеный пирог, этот цилиндр состоит из девяти плоских колец с ячейками, каждое из которых вращается вокруг вертикальной оси независимо от соседей. По командам управляющей ЭЬМ эти кольца поворачиваются так, чтобы ячейки с нужными деталями или заготовками оказались строго против транспортных направляющих. А роботы-загрузчики, скользящие по этим направляющим, захватывают детали своими «механическими руками» — шестикулачковы-ми патронами — и доставляют их к станкам. Эти же роботы возвра'цают детали в накопитель после выполнения очередной операции. В сопоставлении с обычным станочным парком даже такие сравнительно небольшие автоматизиробанные комплексы позволяют сократить численность сб-служизающего персонала на 70%, вдвое уменьшить занимаемые производственные площади и повысить производительность труда на 300%. Еще выше производственные возможности у технологической системы RGTA-FS-700, созванной на станкостроительном комбинате име ни 7 октября в Берлине В ней мага-зин-накопитель выполнен уже в виде двух стеллажей, между которыми движется штабелер-за1 рузчик. Перечисленные принципы построения программных систем позволяют выделить их главное преимущество — способность оптимизировать работу большой группы оборудования с учетом не только его назначения и производительности, но и затрат времени на транспортировку деталей. Иными словами, управляющая системой ЭВМ может наилучшим образом распределить «обязанности» между станками, выбрать для каждого из них наиболее рациональные режимы обработки, направить потоки деталей от станка к станку по наивыгоднейшему пути. Больше того, ЭЛМ может сопоставить результаты работы за несколько дней и на основе такого анализа улучшить программу действий системы по принципу «самообучения». С точки зрения нашей главной задачи, направленной на повышение эффективности производства, достоинства программных систем труд- Техно.югическая система R01A-FS-200, созданная на станкостроит« ьном кок чнате имени 7 октября в Берлине (ГДР). Подобно агрегатам в авто-м!тич«с.«ой линчи, все 8 станков (3J з„есь дьйстчуют согласованно, г.ончн- яясь к мандам вычислительного центра (9). Для того чтобы станки могли работать в автоматическом режиме, каждый из них оснащен 1ло но переоценить. Например, для перехода на выпуск видоизмененных или новых изделий здесь достаточно внести коррективы в общую программу Поручая управление группами в 15—2С станков промежуточным ЭВМ — «спутникам», подобные системы можно наращивать практически беспредельно — вплоть до объединений в них технологических процессов всего цеха и даже целого предприятия. Сам факт, что во главе системы стоит мощная ЭВМ, позволяет «маиинизировать» операции проектирования и разработки технологии — начиная с составления эскизов, расчетов и чертежей и кончая выбором схемы обработки. Наконец, ЭВМ можно поручить планово-экономические, статистические и другие расчеты. А отсюда возможность органически связать программные системы с автоматизированными системами организационного управления (АСУ), пронизав производство единой электронной сетью связей как по вертикали, так и по горизонтали. Записал Д. КОПИИ ком упра >лечия (7) и роботол.-загруз-чиком 5). Последний подает загс ■ ки из I ромежуточных магазинов (4) и возвоашает в них обработанные детали, производит смену к ..струмен га и элементов о< ..летки. Промежуточные магазины (4) приводятся в действие с помощью у rpi ств с подъемным механизмом (3). Одновременно эти магазины играют po.ib сипео i-разных контейнеров, в чоторь.х детали и инструмент циркулируют по транспортной сети систем ы. А «узловой станцией» сети служит цен.раль-нын п. иопитель (2) в ыипе рчух стел-лаж-ч, между кс- opt ми д -чжется штабелер-погг V34HK (1). Все элект рооборудование емонти эовано в шкафах (10). А контрол-, за работой си-гемы веде ся с центрального пульта управления (8). |








