Техника - молодёжи 1974-08, страница 13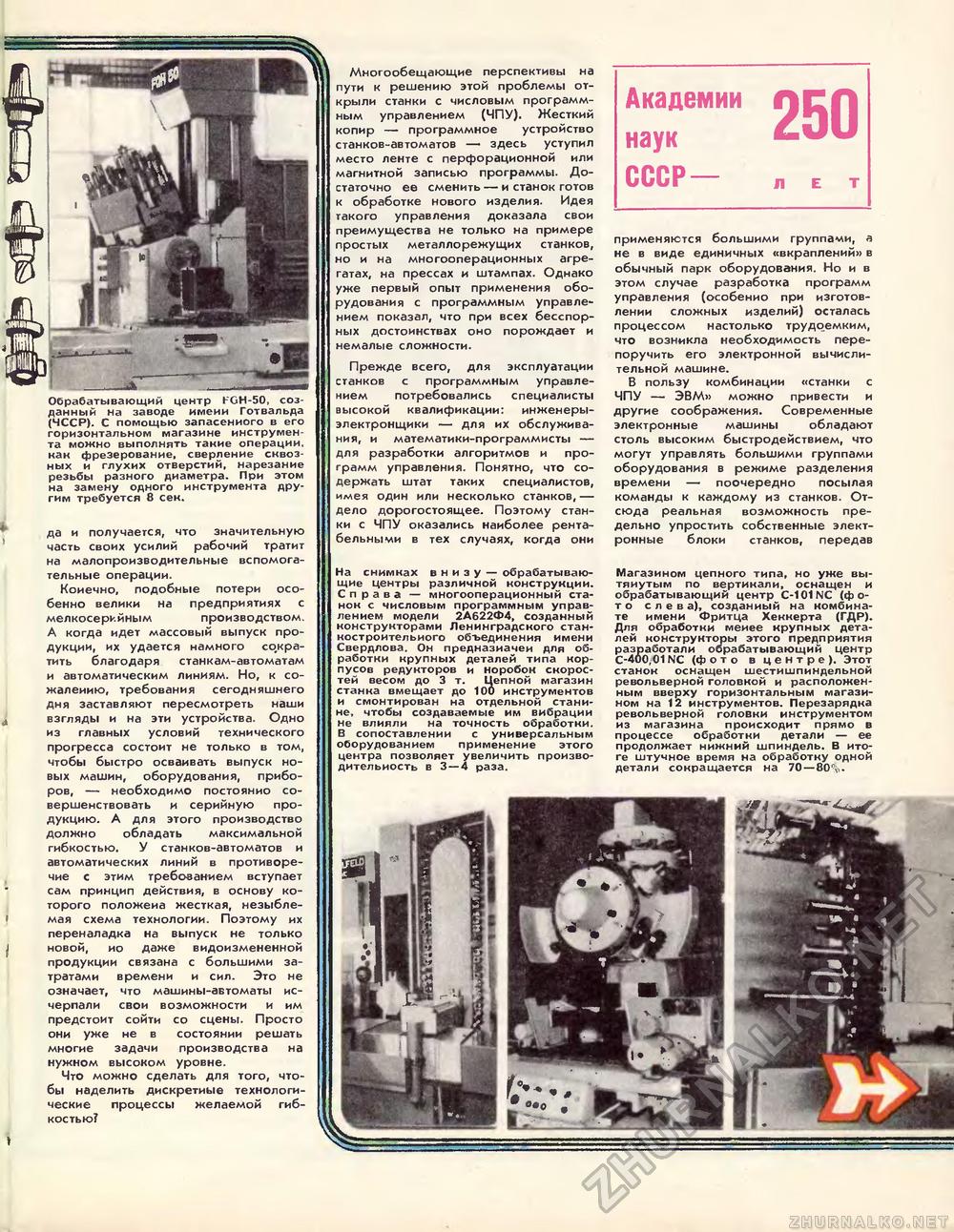
Многообещающие перспективы на пути к решению этой проблемы открыли станки с число-ым программным управлением (ЧПУ). Жесткий копир — программное устройство станков автоматов — здесь уступил место ленте с перфорационной или магнитной записью просраммы. Достаточно ее сменить — и станок готов к обработке нового изделия. Идея такого управления доказала свои преимущества не только на примере простых металлорежущих станков, но и на многооперационных агрегатах, на прессах и штампах. Однако уже первый опыт применения обо -рудования с программным управлением показал, что при всех бесспорных достоинствах оно порождает и немалые сложности. Прежде всего, для эксплуатации станков с программным управлением потребовались специалисты высокой квалификации: инженеры-электронщики — для их обслуживания, и математики-программисты — для разработки алгоритмов и программ управления. Понятно, что содержать штат таких специалистов, имея один или несколько станков,— дело дорогое юящее. Поэтому станки с ЧПУ оказались наиболее рентабельными в тех случаях, когда они Ашдемии ССР применяются большими группами, а не в виде единичных «вкраплений» в обычный парк оборудования. Но и в этом случае разработка программ управления (особенно при изготовлении сложных изделий) осталась процессом настолько трудоемким, что возникла сеобходимость . препоручи Iо его электронной вычислительной машине. В пользу комбинации «станки с 411У — ЭВМ» можно привести и другие соображения. Современные электронные машины обладают столь высоким быстродействием, что могут управлять большими группами обору кования в режиме разделения времени — поочередно посылая команды к каждому из станков Отсюда реальная возможность предельно упростить собственные электронные блоки станков, передав На снимках внизу — обрабатывающие центры различи й конструкции. Справа — многооперационный станок с числовь.м прогр нмным управлением модели "А >2?Ф4, созд; ! »1Й констручтог лми Лс HHHrpaj ско > ст ih-костронт?льиого ооъедин гния имечи Свердлова Он предна^и. чей для об-работи л крупных еталей типа кор-пусоь ре^у-торов и нороиок скоростей весом до 3 т. Депной магазин станка вмещает до 100 инструментов и смонтирован на отдельной станине, чтоСы создаваемые им зибрацни не влияли ча точность обработки В сопоставлении с универсальным оборудованием припенение этого центр; позволяет увеличить произво-цительиость в 3—4 раза. Магазином цепного типа, но уже вытянутым по вертикали, о |ащен и обрабатывающий центр C-101NC [ .. о-т о слева), созданиыч на кои.» и те имени Лри- (а Хеккерта (ГДР). Для ооработке менее крупных дета лей конструкторы iToro предприятия разра~от ч обрабатывающий центр :-40С 01NC п центре). Это, станок оснащен ше~.тишпичд1зльной револьверной гпловкой и pact .ложе!, ным вверху горизонтальным магазином на 12 к чс- рументоь. Перезарядка револьверной гиповки инспуме! iOm из магазина пооисходит п зямо в процессе оСраОотки етали — ее продолжает нижний шг„ |Де,1ь. В итоге штучное время на обработку дной детали сокюащаетсн на 70—В0%'. Обрабатывающий центр KGH ^и соз дан ый на заводь имени I отвальд-(ЧССР). С помощ-.ю запасенного и его оризонтальном магазине инструп-ьн та .ложно выполнять такие опер<|ци к; к фрезерование, свсрление скво-ных и г,.ухих отверстий, нарезание резьбы разного диаметра. При этом на замену одного инструмента другим требуется 8 сек. да и получается, что значительную часть своих усилий рабочий тратит не малопроизводительные вспомогательные операции Конечно, подобные потери особенно велики на предприятиях с мелкосерийным производством А когда идет массовый выпуск продукции, их удается намного сократить благодаря станкам-автоматам и автоматическим линиям. Но, к сожалению, требования сегодняшнего дня заставляют пересмотреть наши взгляды и на эти устройства. Одно из главных условий технического прогресса состоит не только в том чтобы быстро осваивать выпуск новых машин, оборудования, приборов, — необходимо постоянно совершенствовать и серийную продукцию. А для этого производство должно обладать максимальной гибкостью. У станков-автоллатов и автоматических личий в противоречие с этим требе »анисм вступает сам принцип действия, в основу которого положена жесткая, незыблемая схема технологии. Поэтому их пеоеналадка на выпуск не только J новой, но даже видоизмененной продукции связана с большими затратами времени и сил. Это не означает, что машины-автоматы исчерпали свои возможности и им предстоит сойти со сцены. Просто они уже не в состоянии решать многие задачи производства на нужном высоком уровне. Что можно сделать для того, ито-5ы наделить дискретные технологические процессы желаемой гибкостью? |








