Техника - молодёжи 2003-06, страница 62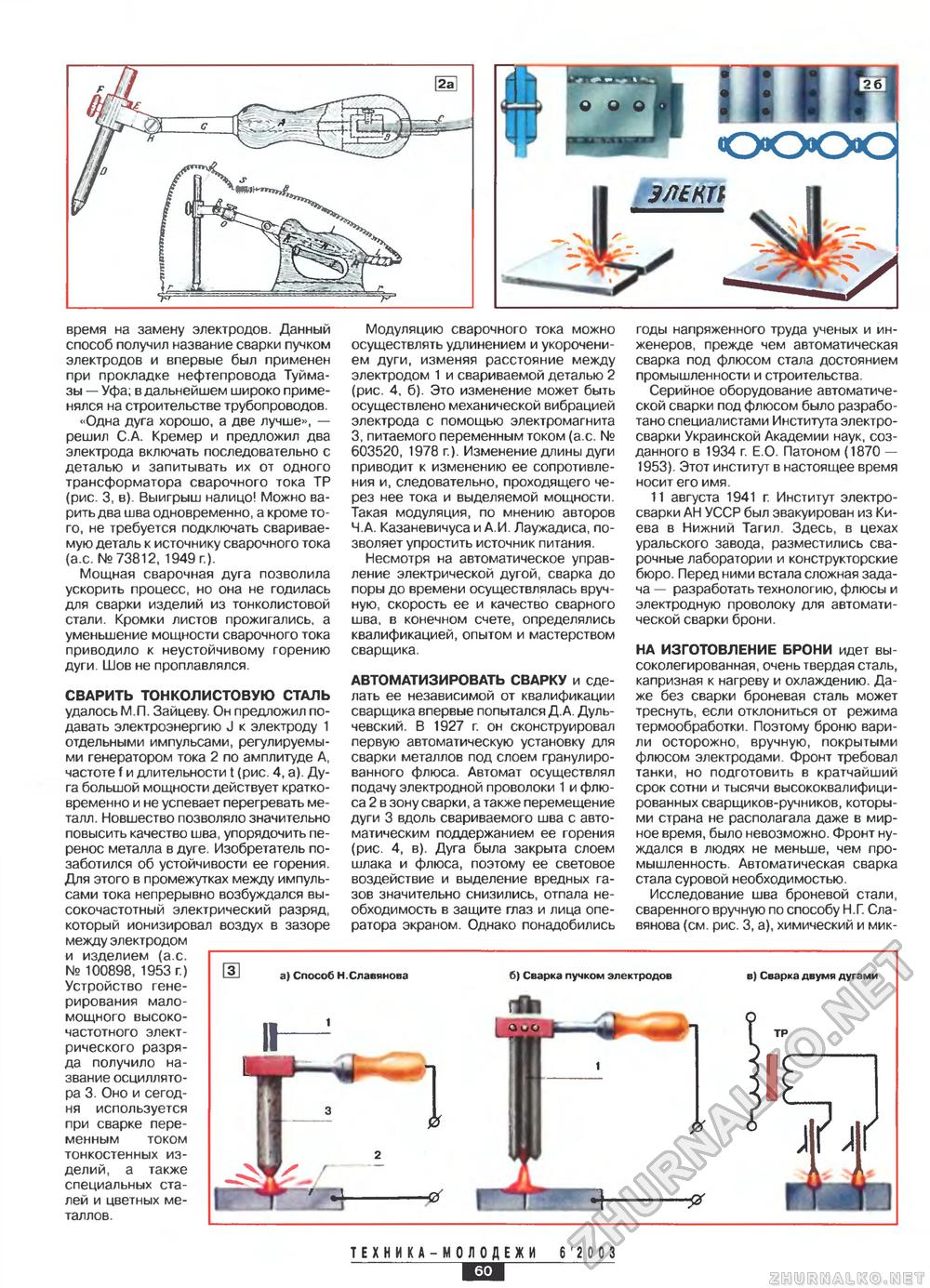
i EIII oooo время на замену электродов. Данный способ получил название сварки пучком электродов и впервые был применен при прокладке нефтепровода Туйма-зы — Уфа; в дальнейшем широко применялся на строительстве трубопроводов «Одна дуга хорошо, а две лучше», — решил С.А. Кремер и предложил два электрода включать последовательно с деталью и запитывать их от одного трансформатора сварочного тока TP (рис. 3, в). Выигрыш налицо! Можно варить два шва одновременно, а кроме того, не требуется подключать свариваемую деталь к источнику сварочного тока (а.с. №73812, 1949 г.). Мощная сварочная дуга позволила ускорить процесс, но она не годилась для сварки изделий из тонколистовой стали. Кромки листов прожигались, а уменьшение мощности сварочного тока приводило к неустойчивому горению дуги. Шов не проплавлялся СВАРИТЬ ТОНКОЛИСТОВУЮ СТАЛЬ удалось М.П. Зайцеву. Он предложил подавать электроэнергию J к электроду 1 отдельными импульсами, регулируемыми генератором тока 2 по амплитуде А, частоте f и длительности t (рис. 4, а). Дуга большой мощности действует кратковременно и не успевает перегревать металл . Новшество позволяло значительно повысить качество шва упорядочить перенос металла в дуге Изобретатель позаботился об устойчивости ее горения. Для этого в промежутках между импульсами тока непрерывно возбуждался высокочастотный электрический разряд, который ионизировал воздух в зазоре между электродом и изделием (а.с. № 100898, 1953 г.) Устройство генерирования маломощного высокочастотного электрического разряда получило название осциллятора 3. Оно и сегодня используется при сварке переменным током тонкостенных изделий, а также специальных сталей и цветных металлов. Модуляцию сварочного тока можно осуществлять удлинением и укорочением дуги, изменяя расстояние между электродом 1 и свариваемой деталью 2 (рис. 4, б) Это изменение может быть осуществлено механической вибрацией электрода с помощью электромагнита 3, питаемого переменным током (а.с № 603520, 1978 г.) Изменение длины дуги приводит к изменению ее сопротивления и, следовательно, проходящего через нее тока и выделяемой мощности. Такая модуляция, по мнению авторов 4.А. Казаневичуса и А.И. Лаужадиса, позволяет упростить источник питания. Несмотря на автоматическое управление электрической дугой, сварка до поры до времени осуществлялась вручную, скорость ее и качество сварного шва, в конечном счете, определялись квалификацией, опытом и мастерством сварщика. АВТОМАТИЗИРОВАТЬ СВАРКУ и сделать ее независимой от квалификации сварщика впервые попытался Д.А. Дуль-чевский. В 1927 г. он сконструировал первую автоматическую установку для сварки металлов под слоем гранулированного флюса. Автомат осуществлял подачу электродной проволоки 1 и флюса 2 в зону сварки, а также перемещение дуги 3 вдоль свариваемого шва с автоматическим поддержанием ее горения (рис. 4, в). Дуга была закрыта слоем шлака и флюса, поэтому ее световое воздействие и выделение вредных газов значительно снизились, отпала необходимость в защите глаз и лица оператора экраном. Однако понадобились годы напряженного труда ученых и инженеров, прежде чем автоматическая сварка под флюсом стала достоянием промышленности и строительства. Серииное оборудование автоматической сварки под флюсом было разработано специалистами Института электросварки Украинской Академии наук, созданного в 1934 г. Е.О. Патоном (1870 — 1953) Этот институт в настоящее время носит его имя. 11 августа 1941 г. Институт электросварки АН УССР был эвакуирован из Киева в Нижний Тагил. Здесь, в цехах уральского завода, разместились сварочные лаборатории и конструкторские бюро. Перед ними встала сложная задача — разработать технологию, флюсы и электродную проволоку для автоматической сварки брони. НА ИЗГОТОВЛЕНИЕ БРОНИ идет вы соколегированная, очень твердая сталь капризная к нагреву и охлаждению Даже без сварки броневая сталь может треснуть, если отклониться от режима термообработки. Поэтому броню варили осторожно, вручную, покрытыми флюсом электродами. Фронт требовал танки, но подготовить в кратчайший срок сотни и тысячи высококвалифицированных сварщиков-ручников, которыми страна не располагала даже в мирное время, было невозможно. Фронт нуждался в людях не меньше, чем промышленность. Автоматическая сварка стала суровой необходимостью. Исследование шва броневой стали, сваренного вручную по способу Н Г Сла-вянова (см. рис. 3, а), химический и мик- а) Способ Н б) Сварка пучком электродов в) Сварка двумя дугами TP Ж Ж ТЕХНИКА-МОЛОДЕЖИ 6 2003 |








