Юный техник 1984-05, страница 13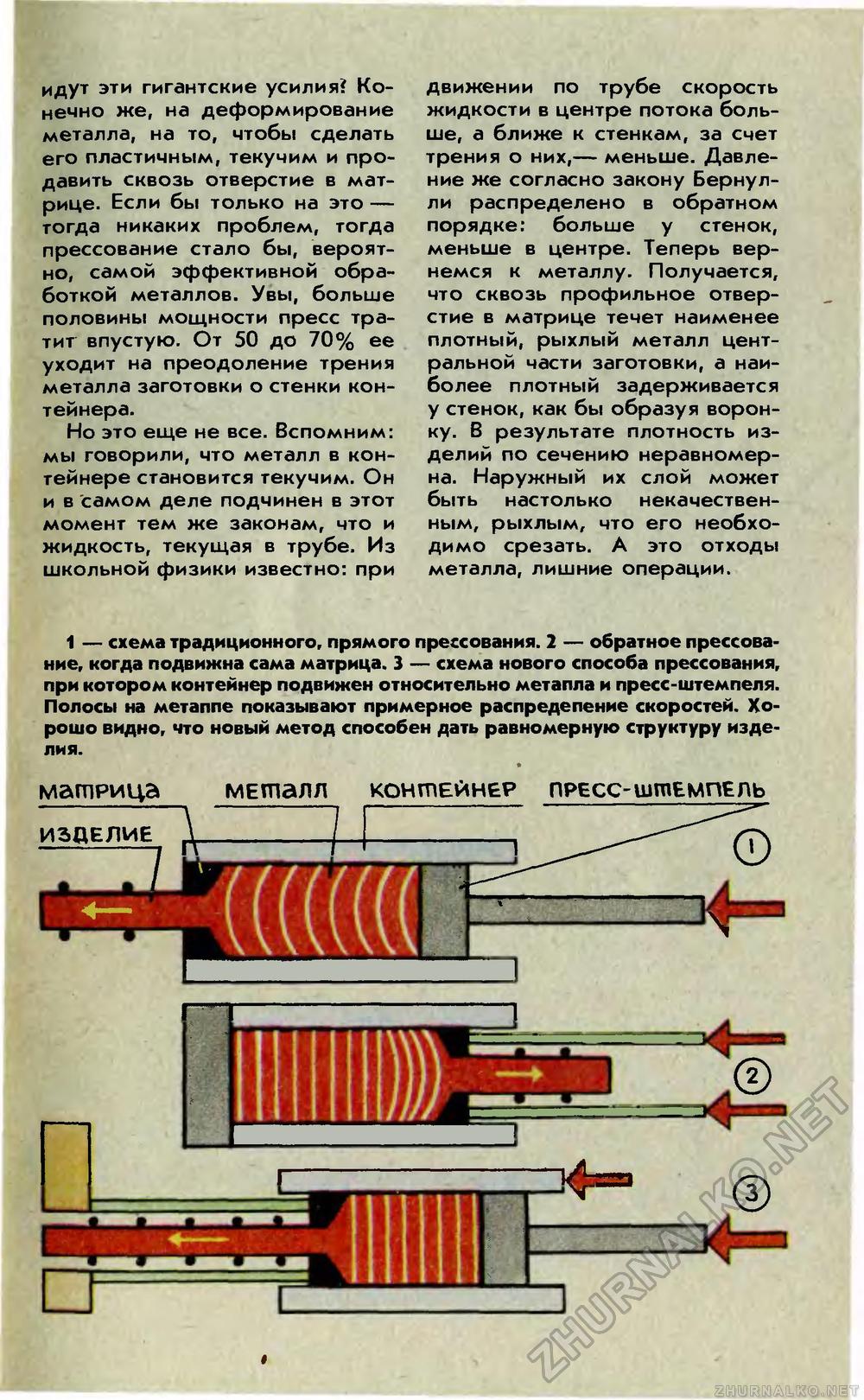
идут эти гигантские усилия? Конечно же, на деформирование металла, на то, чтобы сделать его пластичным, текучим и продавить сквозь отверстие в матрице. Если бы только на это — тогда никаких проблем, тогда прессование стало бы, вероятно, самой эффективной обработкой металлов. Увы, больше половины мощности пресс тратит впустую. От 50 до 70% ее уходит на преодоление трения металла заготовки о стенки контейнера. Но это еще не все. Вспомним: мы говорили, что металл в контейнере становится текучим. Он и в самом деле подчинен в этот момент тем же законам, что и жидкость, текущая в трубе. Из школьной физики известно: при движении по трубе скорость жидкости в центре потока больше, а ближе к стенкам, за счет трения о них,— меньше. Давление же согласно закону Бернул-ли распределено в обратном порядке: больше у стенок, меньше в центре. Теперь вернемся к металлу. Получается, что сквозь профильное отверстие в матрице течет наименее плотный, рыхлый металл центральной части заготовки, а наиболее плотный задерживается у стенок, как бы образуя воронку. В результате плотность изделий по сечению неравномерна. Наружный их слой может быть настолько некачественным, рыхлым, что его необходимо срезать. А это отходы металла, лишние операции. 1 — схема традиционного, прямого прессования. 2 — обратное прессование, когда подвижна сама матрица. 3 — схема нового способа прессования, при котором контейнер подвижен относительно металла и пресс-штемпеля. Полосы на металле показывают примерное распределение скоростей. Хорошо видно, что новый метод способен дать равномерную структуру изделия. матрица МЕтаЛЛ КОНШЕЙНЕР ПРЕСС-ШГПЕМПЕ ль |








