Сам себе мастер 2003-07, страница 29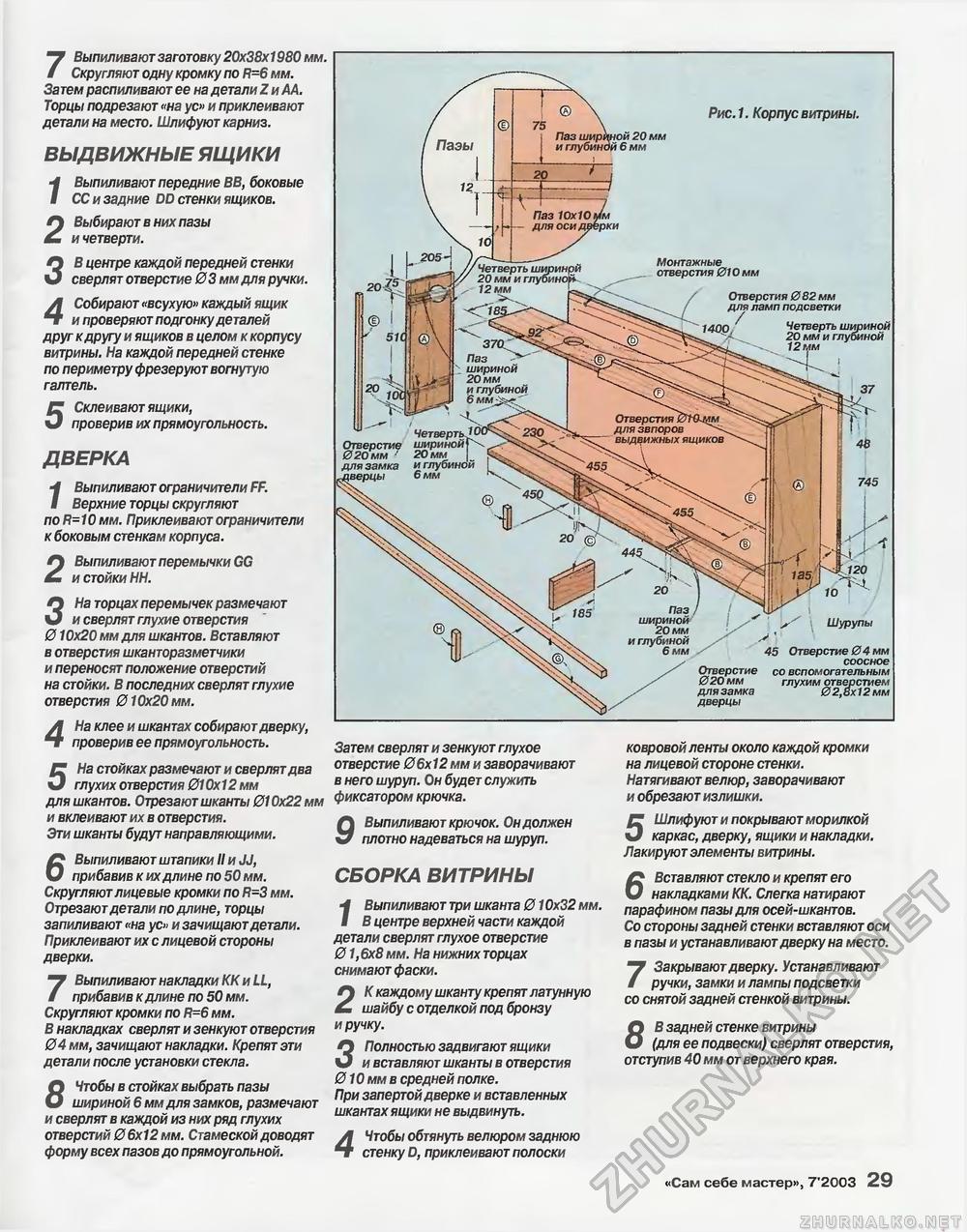
1 7 Выпиливают заготовку 20х38х1980 мм. Скругляют одну кромку по R=6 мм. Затем распиливают ее на детали Z и АА. Торцы подрезают «на ус» и приклеивают детали на место. Шлифуют карниз. ВЫДВИЖНЫЕ ЯЩИКИВыпиливают передние ВВ, боковые СС и задние DD стенки ящиков. 2 Выбирают в них пазы и четверти. ЗВ центре каждой передней стенки сверлят отверстие 0 3 мм для ручки. 4 Собирают «всухую»каждый ящик и проверяют подгонку деталей друг к другу и ящиков в целом к корпусу витрины. На каждой передней стенке по периметру фрезеруют вогнутую галтель. 5 Склеивают ящики, проверив их прямоугольность. ДВЕРКА7 Выпиливают ограничители FF. Верхние торцы скругляют по R= 10 мм. Приклеивают ограничители к боковым стенкам корпуса. 2 Выпиливают перемычки GG и стойки НН. ЗНа торцах перемычек размечают и сверлят глухие отверстия 010x20 мм для шкантов. Вставляют в отверстия шканторазметчики и переносят положение отверстий на стойки. В последних сверлят глухие отверстия 010x20 мм. 4 На клее и шкантах собирают дверку, проверив ее прямоугольность. 5 На стойках размечают и сверлят два глухих отверстия 010x12 мм для шкантов. Отрезают шканты 010x22 мм и вклеивают их в отверстия. Эти шканты будут направляющими. 6 Выпиливают штапики II и JJ, прибавив к их длине по 50 мм. Скругляют лицевые кромки по R=3 мм. Отрезают детали по длине, торцы запиливают «на ус» и зачищают детали. Приклеивают их с лицевой стороны дверки. 7 Выпиливают накладки КК и LL, прибавив к длине по 50 мм. Скругляют кромки по R=6 мм. В накладках сверлят и зенкуют отверстия 04мм, зачищают накладки. Крепят эти детали после установки стекла. 8 Чтобы в стойках выбрать пазы шириной 6 мм для замков, размечают и сверлят в каждой из них ряд глухих отверстий 0 6x12 мм. Стамеской доводят форму всех пазов до прямоугольной. Затем сверлят и зенкуют глухое отверстие 06x12 мм и заворачивают в него шуруп. Он будет служить фиксатором крючка. 9 Выпиливают крючок. Он должен плотно надеваться на шуруп. СБОРКА ВИТРИНЫ■4 Выпиливают три шканта 010x32 мм. I В центре верхней части каждой детали сверлят глухое отверстие 01,6x8 мм. На нижних торцах снимают фаски. 2 К каждому шканту крепят латунную шайбу с отделкой под бронзу и ручку. 3 Полностью задвигают ящики и вставляют шканты в отверстия 010 мм в средней полке. При запертой дверке и вставленных шкантах ящики не выдвинуть. 4 Чтобы обтянуть велюром заднюю стенку D, приклеивают полоски ковровой ленты около каждой кромки на лицевой стороне стенки. Натягивают велюр, заворачивают и обрезают излишки. 5 Шлифуют и покрывают морилкой каркас, дверку, ящики и накладки. Лакируют элементы витрины. 6 Вставляют стекло и крепят его накладками КК. Слегка натирают парафином пазы для осей-шкантов. Со стороны задней стенки вставляют оси в пазы и устанавливают дверку на место. 7 Закрывают дверку. Устанавливают ручки, замки и лампы подсветки со снятой задней стенкой витрины. 8 В задней стенке витрины (для ее подвески) сверлят отверстия, отступив 40 мм от верхнего края. Рис. 1. Корпус витрины. Паз шириной 20 мм и глубиной 6 мм Паэы Паз 10x10 мм для оси дверки Монтажные отверстия 010 мм Отверстия 082 мм для ламп подсветки 3 Четверть шириной 20 мм и глубиной j 12 мм 370 ^~ Паз >" шириной 20 мм и глубиной Отверстия 0Шщм для звпоров выдвижных ящиков Четверть Отверстие ширинойГ~ 020мм ' 20 мм | для замка и глубиной -дверцы 6 мм Паз шириной 20 мм и глубиной 6 мм Шурупы 45 Отверстие 04 мм соосное со вспомогательным глухим отверстие 02,8x12 мм Отверстие 020 мм для замка дверцы 1 О «Сам себе мастер», 7 2003 |








