Сам себе мастер 2005-02, страница 25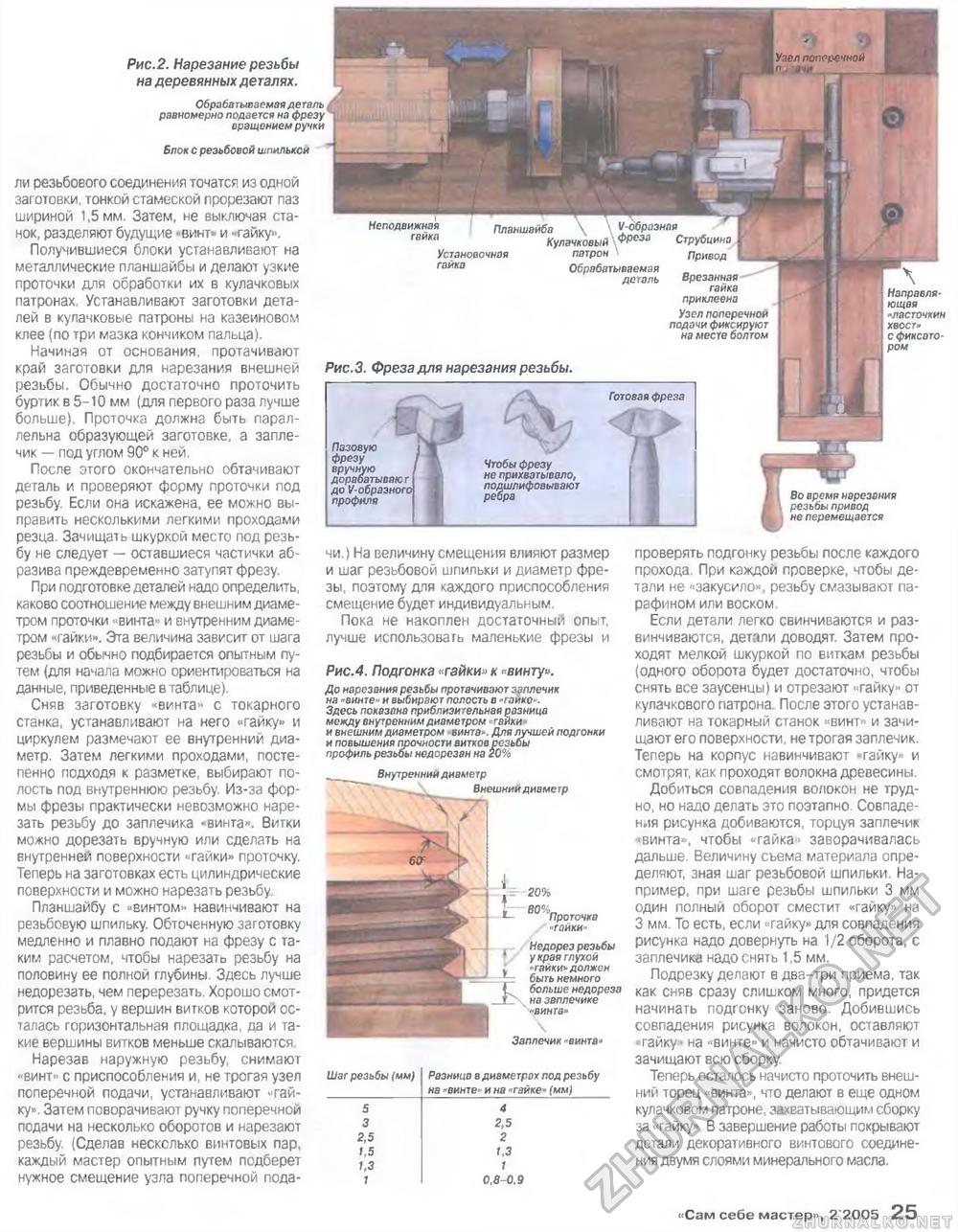
Рис.2. Нарезание резьбы на деревянных деталях. Обрабатываемая деталь А равномерно подается на фрезу вращением ручки Блок с резьбовой шпилькой ли резьбового соединения точатся из одной заготовки, тонкой стамеской прорезают паз шириной 1,5 мм Затем, не выключая станок, разделяют будущие»винт- и -гайку». Получившиеся блоки устанавливают на металлические планшайбы и делают узкие проточки для обработки их в кулачковых патронах Устанавливают заготовки деталей в кулачковые патроны на казеиновом клее {по три мазка кончиком пальца). Начиная от основания, протачивают край заготовки для нарезания внешней резьбы. Обычно достаточно проточить буртик в 5-10 мм (для первого раза лучше больше), Проточка должна быть параллельна образующей заготовке, а запле-чик — под углом 90° к ней. После этого окончательно обтачивают деталь и проверяют форму проточки под резьбу Если она искажена, ее можно выправить несколькими легкими проходами резца. Зачищая ь шкуркой место под резьбу не следует — оставшиеся частички абразива преждевременно затупят фрезу. При подготовке деталей надо определить, каково соотношение между внешним диаметром проточки «винта» и внутренним диаметром «гайки». Эта величина зависит от шага резьбы и обычно подбирается опытным путем (для начала можно ориентироваться на данные, приведенные в таблице). Сняв заготовку «винта» с токарного станка, устанавливают на него «гайку» и циркулем размечают ее внутренний диаметр. Затем легкими проходами, постепенно подходя к разметке, выбирают полость под внутреннюю резьбу. Из-за формы фрезы практически невозможно нарезать резьбу до заплечика -винта». Витки можно дорезать вручную или сделать на внутренней поверхности «гайки» проточку. Теперь на заготовках есть цилиндрические поверхности и можно нарезать резьбу Планшайбу с «винтом» навинчивают на резьбовую шпильку. Обточенную заготовку медленно и плавно подают на фрезу с таким расчетом, чтобы нарезатв резьбу на половину ее полной глубины. Здесь лучше недорезать, чем перерезать, Хорошо смотрится резьба, у воршин витков которой осталась горизонтальная площадка, да и такие вершины витков меньше скалываются Нарезав наружную резьбу, снимают «винт» с приспособления и, не трогая узел поперечной подачи, устанавливают «гайку». Затем поворачивают ручку поперечной подачи на несколько оборотов и нарезают резьбу. {Сделав несколько винтовых пар, каждый мастер опытным путем подберет нужное смещение узла поперечной пода- - Утел поперечной Неподвижная гайка Установочная гайка Планшайба образная Кулачковый 4>Рез* Струбцина патрон Обрабатываемая деталь Привод Рис.3. Фреза для нарезания резьбы. Пазовую фрезу вручную I дорабатывают до V-otpJ3noro\ профиля ь % Чтобы фрезу не прихватывало, подшлифовывают ребра Готовая фреза ъ Врезанная гайка приклеена Узел поперечной подачи фиксируют на месте болтом Во время нарезания резьбы привод не перемещается чи.) На величину смещения влияют размер и шаг резьбовой шпильки и диаметр фрезы, поэтому для каждого приспособления смещение будет индивидуальным. Пока не накоплен достаточный опыт, лучше использовать маленькие фрезы и Рис.4. Подгонка «гайки» к «винту». До нарезания резьбы проучивают заплечик на квинте" и выбирают полос?о л»гаико Здесь показана приблизительная разница между внутренним диаметром ■■-вики и внешним диаметром винта* Для лучшей подгонки и повышения прочности витковрезьбы профиль резьбы недорезан на 20% ___ Внутренний диаметр Внешнии диаметр В0%п Проточка «гайки« Недорез резьбы у края глухой -«гайки» должен быть немного больше недореза на заплечике "винта» \ Заплечик«винта» \ Заплечик«винта»
проверять подгонку резьбы после каждого прохода При каждой проверке, чтобы детали не «закусило*, резьбу смазывают парафином или воском Если детали легко свинчиваются и развинчиваются, детали доводят. Затем проходят мелкой шкуркой по виткам резьбы (одного оборота будет достаточно, чтобы снять все заусенцы) и отрезают '«гайку» от кулачкового патрона После этого устанавливают на токарный станок «винт» и зачищают его поверхности, не трогая заплечик. Теперь на корпус навинчивают гайку» и смотрят, как проходят волокна древесины. Добиться совпадения волокон не трудно, но надо делать это поэтапно. Совпадения рисунка добиваются, торцуя заплечик «винта», чтобы «гайка > заворачивалась дальше. Величину съема материала определяют, зная шаг резьбовой шпильки Например. при шаге резьбы шпильки 3 мм один полный оборот сместит «гайку» на 3 мм. То есть, если «гайку» для совпадения рисунка надо довернуть на 1/2 оборота, с заплечика надо снять 1.5 мм. Подрезку делают в два-три приема, так как сняв сразу слишком много, придется начинать подгонку заново Добившись совгадения рисунка волокон, оставляют гайку на «винте» и начисто обтачивают и зачищают всю сборку Теперь осталось начисто проточить внешний торец ^винта», что делают в еще одном кулачковом патроне, захватывающим сборку за «гайку» В завершение работы покрывают детали декоративного винтового соединения двумя слоями минерального масла. «Сам себе мастер», 2'2005 1 1 |








