Сделай Сам (Знание) 1992-01, страница 53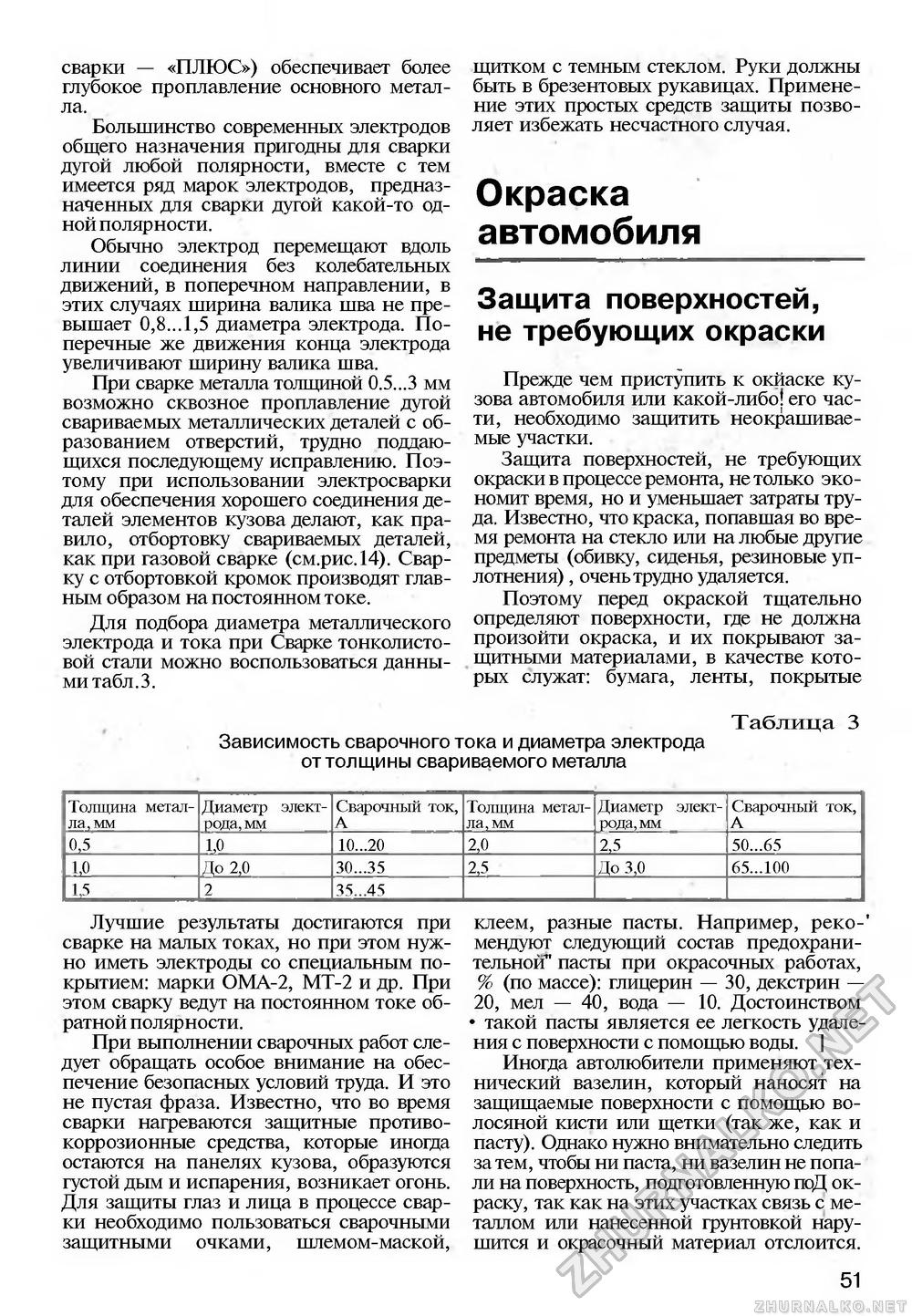
сварки — «ПЛЮС») обеспечивает более глубокое проплавление основного металла. Большинство современных электродов общего назначения пригодны для сварки дугой любой полярности, вместе с тем имеется ряд марок электродов, предназначенных для сварки дугой какой-то одной полярности. Обычно электрод перемещают вдоль линии соединения без колебательных движений, в поперечном направлении, в этих случаях ширина валика шва не превышает 0,8...1,5 диаметра электрода. Поперечные же движения конца электрода увеличивают ширину валика шва. При сварке металла толщиной 0.5...3 мм возможно сквозное проплавление дугой свариваемых металлических деталей с образованием отверстий, трудно поддающихся последующему исправлению. Поэтому при использовании электросварки для обеспечения хорошего соединения деталей элементов кузова делают, как правило, отбортовку свариваемых деталей, как при газовой сварке (см.рис.14). Сварку с отбортовкой кромок производят главным образом на постоянном токе. Для подбора диаметра металлического электрода и тока при Сварке тонколистовой стали можно воспользоваться данными табл.3. Лучшие результаты достигаются при сварке на малых токах, но при этом нужно иметь электроды со специальным покрытием: марки ОМА-2, МТ-2 и др. При этом сварку ведут на постоянном токе обратной полярности. При выполнении сварочных работ следует обращать особое внимание на обеспечение безопасных условий труда. И это не пустая фраза. Известно, что во время сварки нагреваются защитные противокоррозионные средства, которые иногда остаются на панелях кузова, образуются густой дым и испарения, возникает огонь. Для защиты глаз и лица в процессе сварки необходимо пользоваться сварочными защитными очками, шлемом-маской, щитком с темным стеклом. Руки должны быть в брезентовых рукавицах. Применение этих простых средств защиты позволяет избежать несчастного случая. Окраска автомобиляЗащита поверхностей, не требующих окраскиПрежде чем приступить к о id- яске кузова автомобиля или какой-либо' его части, необходимо защитить нео.фашивае-мые участки. Защита поверхностей, не требующих окраски в процессе ремонта, не только экономит время, но и уменьшает затраты труда. Известно, что краска, попавшая во время ремонта на стекло или на любые другие предметы (обивку, сиденья, резиновые уплотнения) , очень трудно удаляется. Поэтому перед окраской тщательно определяют поверхности, где не должна произойти окраска, и их покрывают защитными материалами, в качестве которых служат: бумага, ленты, покрытые клеем, разные пасты. Например, реко-' мендуют следующий состав предохранительной1' пасты при окрасочных работах, % (по массе): глицерин — 30, декстрин — 20, мел — 40, вода — 10. Достоинством • такой пасты является ее легкость удаления с поверхности с помощью воды. ] Иногда автолюбители применяют гех-нический вазелин, который наносят на защищаемые поверхности с помощью волосяной кисти или щетки (так же, как и пасту). Однако нужно внимательно следить за тем, чтобы ни паста, ни вазелин не попали на поверхность, подготовленную поД окраску, так как на этих участках связь с металлом или нанесенной грунтовкой нарушится и окрасочный материал отслоится. Таблица 3 Зависимость сварочного тока и диаметра электрода от толщины свариваемого метачла Таблица 3
51 |








