Сделай Сам (Знание) 1992-01, страница 50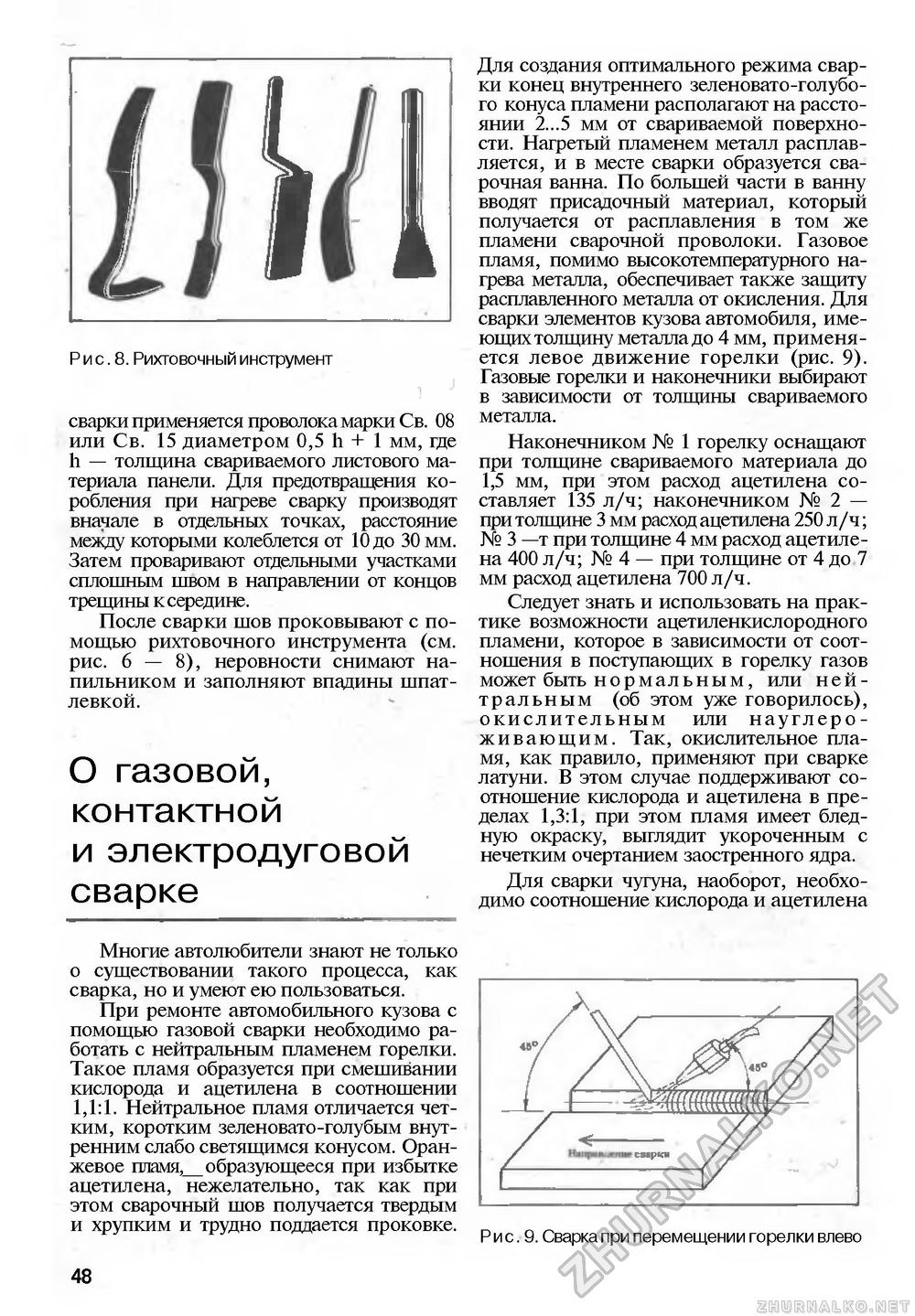
Рис.8, ^ихговочный инструмент сварки применяется проволока марки Св. 08 или Св. 15 диаметром 0,5 h + 1 мм, где h — толщина свариваемого листового материала панели. Для предотвращения коробления при нагреве сварку производят внгчале в отдельных точках, расстояние между которыми колеблется от 10 до 30 мм. Затем проваривают отдельными участками сплошным швом в направлении от концов трещины к середине. После сварки шов проковывают с помощью рихтовочного инструмента (см. рис. 6 — 8), неровности снимают напильником и заполняют впадины шпатлевкой. О газовой, контактной и электродуговой сварке Многие автолюбители знают не только о существовании такого процесса, как сварка, но и умеют ею пользоваться. При ремонте автомобильного кузова с помощью газовой сварки необходимо работать с нейтральным пламенем горелки. Такое пламя образуется при смешивании кислорода и ацетилена в соотношении 1,1:1. Нейтральное пламя отличается четким, коротким зеленовато-голубым внутренним слабо светящимся конусом. Оранжевое пламя, образующееся при избытке ацетилена, нежелательно, так как при этом сварочный шов получается твердым и хрупким и трудно поддается проковке. Для создания оптимального режима сварки конец внутреннего зеленовато-голубо-го конуса пламени располагают на расстоянии 2...5 мм от свариваемой поверхности. Нагретый пламенем металл расплавляется, и в месте сварки образуется сварочная ванна. По большей части в ванну вводят присадочный материал, который получается от расплавления в том же пламени сварочной проволоки. Газовое пламя, помимо высокотемпературного нагрева металла, обеспечивает также защиту расплавленного металла от окисления. Для сварки элементов кузова автомобиля, имеющих толщину металла до 4 мм, применяется левое движение горелки (рис. 9). Газовые горелки и наконечники выбирают в зависимости от толщины свариваемого металла. Наконечником № 1 горелку оснащают при толщине свариваемого материала до 1,5 мм, при этом расход ацетилена составляет 135 л/ч; наконечником № 2 — при толщине 3 мм расход ацетилена 250 л /ч; № 3 —т при толщине 4 мм расход ацетилена 400 л/ч; № 4 — при толщине от 4 до 7 мм расход ацетилена 700 л/ч. Следует знать и использовать на практике возможности ацетиленкислородного пламени, которое в зависимости от соотношения в поступающих в горелку газов может быть нормальным, или нейтральным (об этом уже говорилось), окислительным или науглероживающим. Так, окислительное пламя, как правило, применяют при сварке латуни. В этом случае поддерживают соотношение кислорода и ацетилена в пределах 1,3:1, при этом пламя имеет бледную окраску, выглядит укороченным с нечетким очертанием заостренного ядра. Для сварки чугуна, наоборот, необходимо соотношение кислорода и ацетилена Рис.9. Сварка при перемещении горелки влево 48 |








