Сделай Сам (Знание) 1992-01, страница 51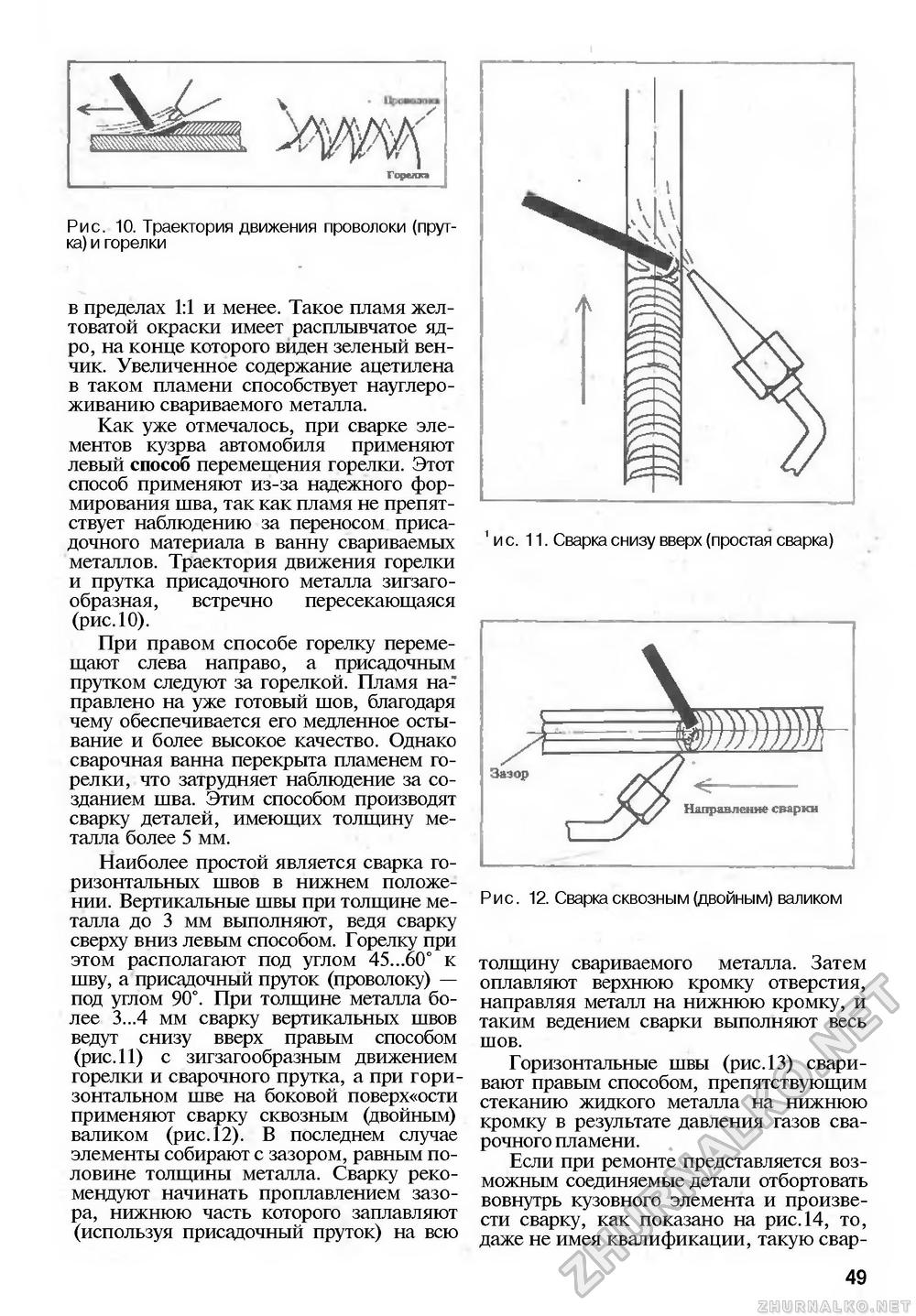
1 и с. 11. Сварка снизу вверх (простая сварка) Рис. 10. Траектория движения проволоки (прутка) и горелки в пределах 1:1 и менее. Такое пламя желтоватой окраски имеет расплывчатое ядро, на конце которого виден зеленый венчик. Увеличенное содержание ацетилена в таком пламени способствует науглероживанию свариваемого металла. Как уже отмечалось, при сварке элементов кузрва автомобиля применяют левый способ перемещения горелки. Этот способ применяют из-за надежного формирования шва, так как пламя не препятствует наблюдению за переносом присадочного материала в ванну свариваемых металлов. Траектория движения горелки и прутка присадочного металла зигзагообразная, встречно пересекающаяся (рис.10). При правом способе горелку перемещают слева направо, а присадочным прутком следуют за горелкой. Пламя направлено на уже готовый шов, благодаря чему обеспечивается его медленное остывание и более высокое качество. Однако сварочная ванна перекрыта пламенем горел юг, что затрудняет наблюдение за созданием шва. Этим способом производят сварку деталей, имеющих толщину металла более 5 мм. Наиболее простой является сварка горизонтальных швов в нижнем положении. Вертикальные швы при толщине металла до 3 мм выполняют, ведя сварку сверху вниз левым способом. Горелку при этом располагают под углом 45...60° к шву, а присадочный пруток (проволоку) — под углом 90°. При толщине металла более 3...4 мм сварку вертикальных швов ведут снизу вверх правым способом (рис.11) с зигзагообразным движением горелки и сварочного прутка, а при горизонтальном шве на боковой поверх«ости применяют сварку сквозным (двойным) валиком (рис.12). В последнем случае элементы собирают с зазором, равным половине толщины металла. Сварку рекомендуют начинать проплавлением зазора, нижнюю часть которого заплавляют (используя присадочный пруток) на всю толщину свариваемого металла. Затем оплавляют верхнюю кромку отверстия, направляя металл на нижнюю кромку, и таким ведением сварки выполняют весь шов. Горизонтальные швы (рис.13) сваривают правым способом, препятствующим стеканию жидкого металла на нижнюю кромку в результате давления газов сварочного пламени. Если при ремонте представляется возможным соединяемые детали отбортовать вовнутрь кузовного элемента и произвести сварку, как показано на рис.14, то, даже не имея квалификации, такую свар- 49 |








