Сделай Сам (Знание) 1992-01, страница 49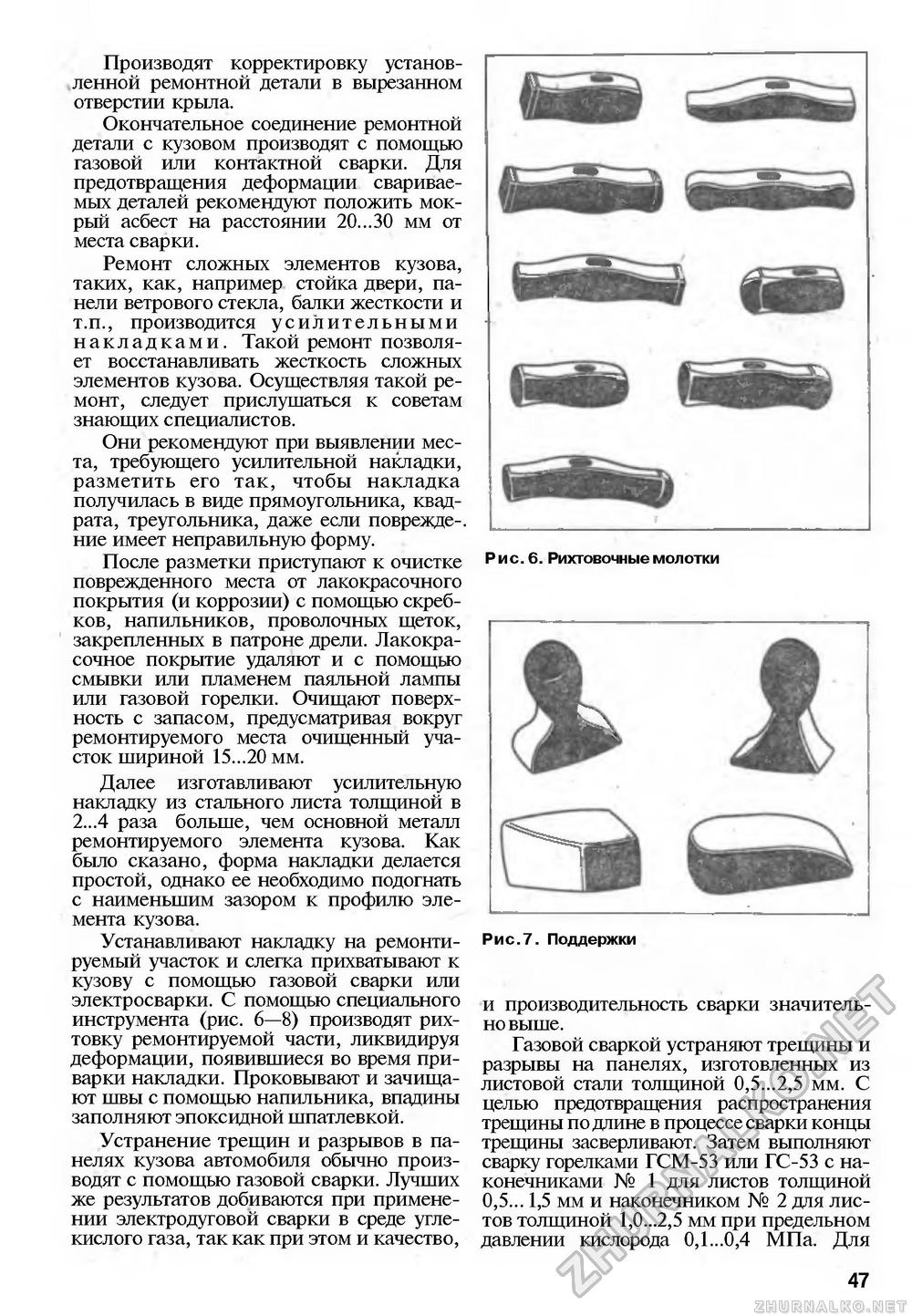
Производят корректировку установленной ремонтной детали в вырезанном отверстии крыла. Окончательное соединение ремонтной детали с кузовом производят с помощью газовой или контактной сварки. Для предотвращения деформации свариваемых деталей рекомендуют положить мокрый асбест на расстоянии 20...30 мм от места сварки. Ремонт сложных элементов кузова, таких, как, например стойка двери, панели ветрового стекла, балки жесткости и т.п., производится усилительными накладками. Такой ремонт позволяет восстанавливать жесткость сложных элементов кузова. Осуществляя такой ремонт, следует прислушаться к советам знающих специалистов. Они рекомендуют при выявлении места, требующего усилительной накладки разметить его так, чтобы накладка получилась в виде прямоугольника, квадрата, треугольника, даже если поврежде-. ние имеет неправильную форму. После разметки приступают к очистке поврежденного места от лакокрасочного покрытия (и коррозии) с помощью скребков, напильников, проволочных щеток, закрепленных в патроне дрели. Лакокрасочное покрытие удаляют и с помощью смывки или пламенем паяльной лампы или газовой горелки. Очищают поверхность с запасом, предусматривая вокруг ремонтируемого места очищенный участок шириной 15...20 мм. Далее изготавливают усилительную накладку из стального листа толщиной в 2..А раза больше, чем основной металл ремонтируемого элемента кузова. Как было сказано, форма накладки делается простой, однако ее необходимо подогнать с наименьшим зазором к профилю элемента кузова. Устанавливают накладку на ремонтируемый участок и слегка прихватывают к кузову с помощью газовой сварки или электросварки. С помощью специального инструмента (рис. 6—8) производят рихтовку ремонтируемой части, ликвидируя деформации, появившиеся во время приварю! накладки. Проковывают и зачищают швы с помощью напильника, впадины заполняют эпоксидной шпатлевкой. Устранение трещин и разрывов в панелях кузова автомобиля обычно производят с помощью газовой сварки. Лучших же результатов добиваются при применении электродуговой сварки в среде углекислого газа, так как при этом и качество, Рис. 6. ?ихтовочные молотки Рис.7. Поддержки и производительность сварки значительно выше. Газовой сваркой устраняют трещины и разрывы на панелях, изготовленных из листовой стали толщиной 0,5...2,5 мм. С целью предотвращения распространения трещины по длине в процессе сварки концы трещины засверливают. Затем выполняют сварку горелками ГСМ-53 или ГС-53 с наконечниками № 1 для листов толщиной 0,5... 1,5 мм и наконечником № 2 для листов толщиной 1,0...2,5 мм при предельном давлении кислорода 0,1...0,4 МПа. Для 47 |








