Сделай Сам (Знание) 1993-01, страница 108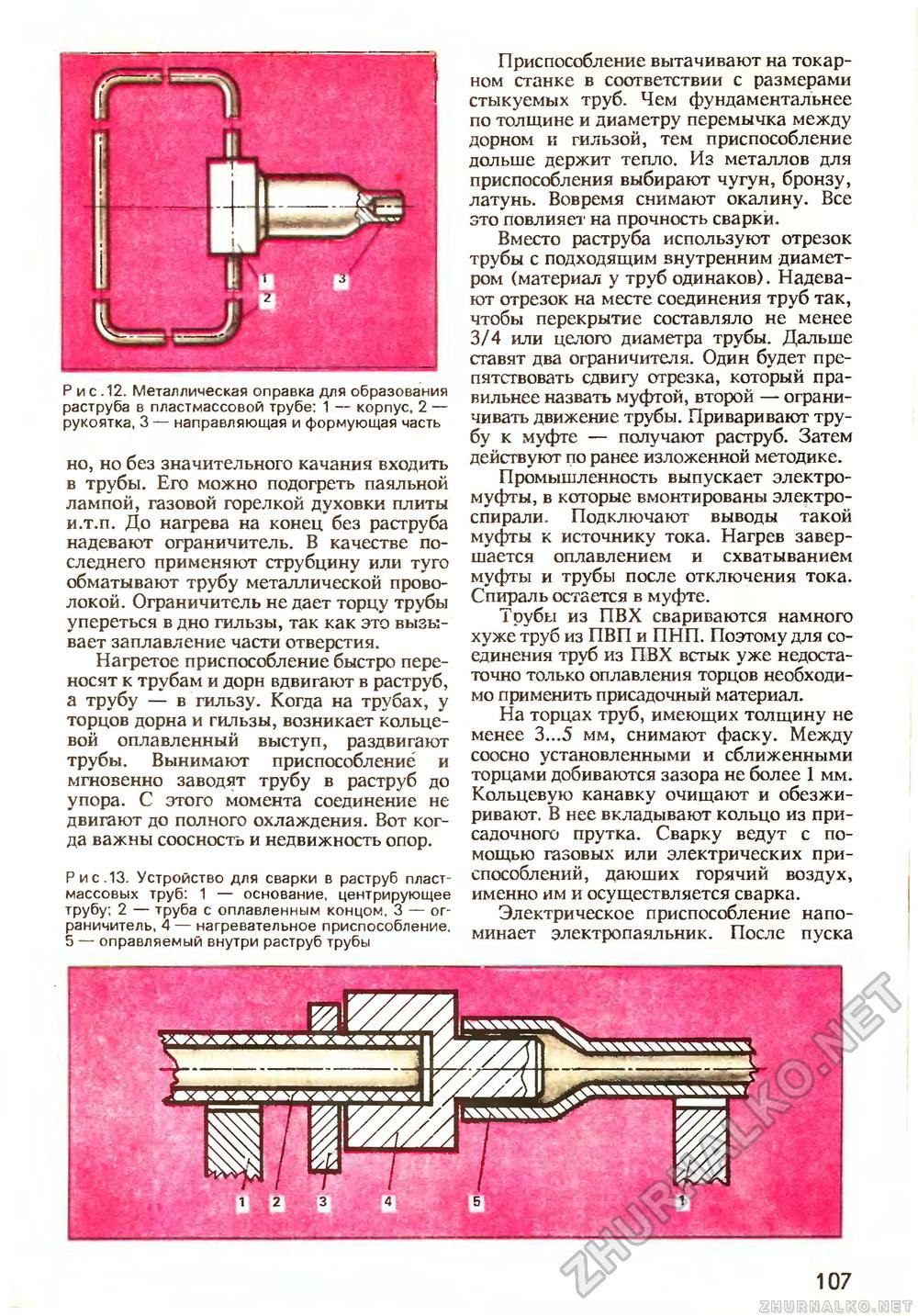
Р и с .12. Металлическая оправка для образования раструба в пластмассовой трубе: 1 — корпус. 2 — рукоятка, 3 — направляющая и формующая часть но, но без значительного качания входить в трубы. Его можно подогреть паяльной лампой, газовой горелкой духовки плиты и.т.п. До нагрева на конец без раструба надевают ограничитель. В качестве последнего применяют струбцину или туго обматывают трубу металлической проволокой. Ограничитель не дает торцу трубы упереться в дно гильзы, так как это вызывает заплавление части отверстия. Нагретое приспособление быстро переносят к трубам и дорн вдвигают в раструб, а трубу — в гильзу. Когда на трубах, у торцов дорна и гильзы, возникает кольцевой оплавленный выступ, раздвигают трубы. Вынимают приспособление и мгновенно заводят трубу в раструб до упора. С этого момента соединение не двигают до полного охлаждения. Вот когда важны соосность и недвижность опор. Рис.13. Устройство для сварки в раструб пластмассовых труб: 1 — основание центрирующее трубу; 2 — труба с оплавленным концом, 3 — ограничитель, 4 — нагревательное приспособление. 5 — оправляемый внутри раструб трубы Приспособление вытачивают на токарном станке в соответствии с размерами стыкуемых труб. Чем фундаментальнее по толщине и диаметру перемычка между дорном и гильзой, тем приспособление дольше держит тепло. Из металлов для приспособления выбирают чугун, бронзу, латунь. Вовремя снимают окалину. Все зто повлияет на прочность сварки. Вместо раструба используют отрезок трубы с подходящим внутренним диаметром (материал у труб одинаков). Надевают отрезок на месте соединения труб так, чтобы перекрытие составляло не менее 3/4 или целого диаметра трубы. Дальше ставят два ограничителя. Один будет препятствовать сдвигу отрезка, который правильнее назвать муфтой, второй — ограничивать движение трубы. Приваривают трубу к муфте — получают раструб. Затем действуют по ранее изложенной методике. Промышленность выпускает электромуфты, в которые вмонтированы электроспирали. Подключают выводы такой муфты к источнику тока. Нагрев завершается оплавлением и схватыванием муфты и трубы после отключения тока. Спираль остается в муфте. Трубы из ПВХ свариваются намного хуже труб из ПВП и ПНП. Поэтому для соединения труб из ПВХ встык уже недостаточно только оплавления торцов необходимо применить присадочный материал. На торцах труб, имеющих толщину не менее 3...5 мм, снимают фаску. Между соосно установленными и сближенными торцами добиваются зазора не более 1 мм. Кольцевую канавку очищают и обезжиривают, В нее вкладывают кольцо из присадочного прутка. Сварку ведут с помощью газовых или электрических приспособлений, даюших горячий воздух, именно им и осуществляется сварка. Электрическое приспособление напоминает электропаяльник. После пуска 107 |








