Сделай Сам (Знание) 1997-02, страница 127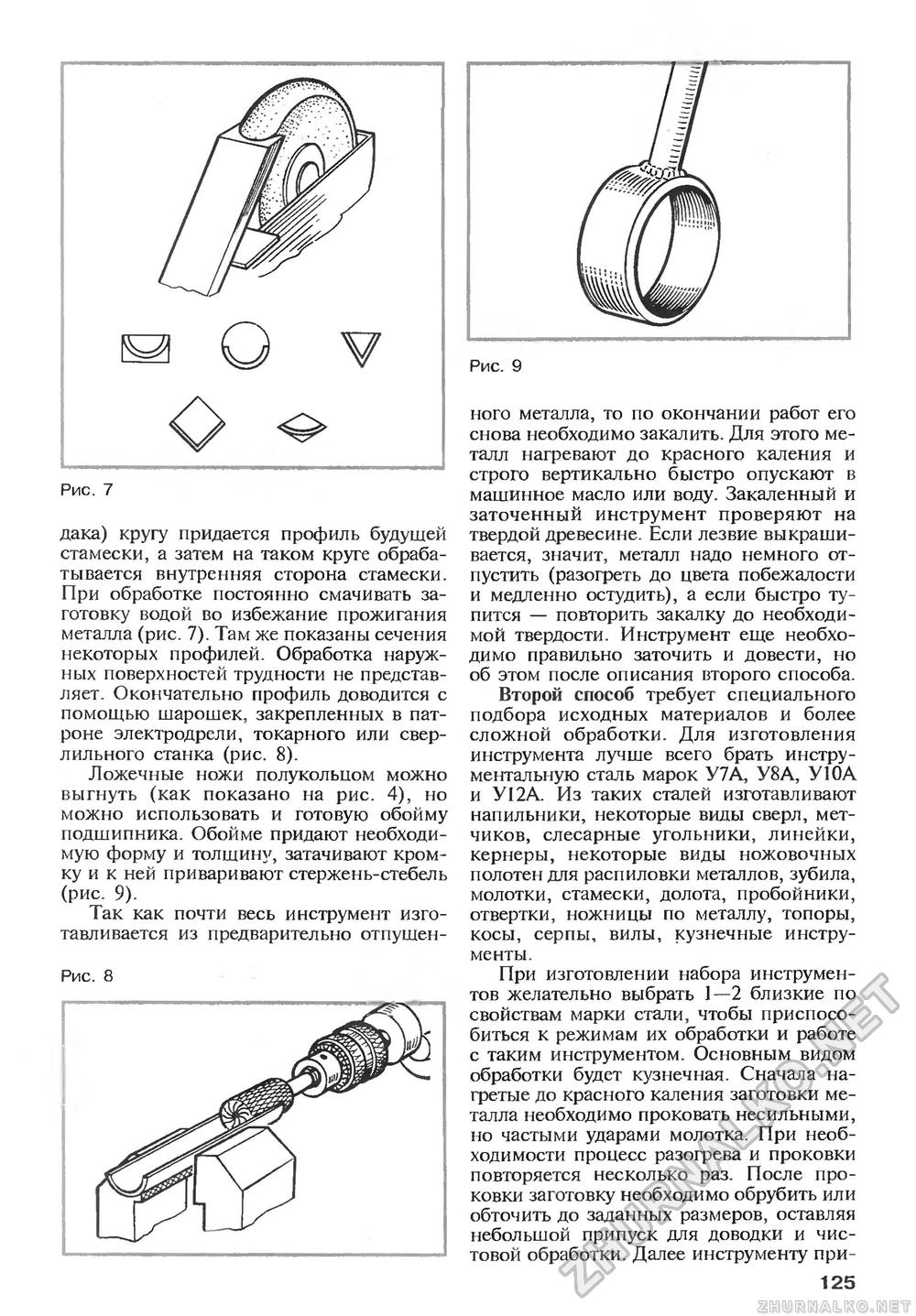
Q О VО о Рис 7 дака) кругу придается профиль будущей стамески, а затем на таком круге обрабатывается внутренняя сторона стамески. При обработке постоянно смачивать заготовку водой во избежание прожигания металла (рис. 7). Там же показаны сечения некоторых профилей. Обработка наружных поверхностей трудности не представляет. Окончательно профиль доводится с помощью шарошек, закрепленных в патроне электродрели, токарного или сверлильного станка (рис. 8). Ложечные ножи полукольцом можно выгнуть (как показано на рис. 4), но можно использовать и готовую обойму подшипника. Обойме придают необходимую форму и толщину, затачивают кромку и к ней приваривают стержень-стебель (рис. 9). Так как почти весь инструмент изготавливается из предварительно отпущен- Рис. 8 ного металла, то по окончании работ его снова необходимо закалить. Для этого металл нагревают до красного каления и строго вертикально быстро опускают в машинное масло или воду. Закаленный и заточенный инструмент проверяют на твердой древесине. Если лезвие выкрашивается, значит, металл надо немного отпустить (разогреть до цвета побежалости и медленно остудить), а если быстро тупится — повторить закалку до необходимой твердости. Инструмент еще необходимо правильно заточить и довести, но об этом после описания второго способа. Второй способ требует специального подбора исходных материалов и более сложной обработки. Для изготовления инструмента лучше всего брать инструментальную сталь марок У7А, У8А, У10А и У12А. Из таких сталей изготавливают напильники, некоторые виды сверл, метчиков, слесарные угольники, линейки, кернеры, некоторые виды ножовочных полотен для распиловки металлов, зубила, молотки, стамески, долота, пробойники, отвертки, ножницы по металлу, топоры, косы, серпы, вилы, кузнечные инструменты. При изготовлении набора инструментов желательно выбрать 1—2 близкие по свойствам марки стали, чтобы приспособиться к режимам их обработки и работе с таким инструментом. Основным видом обработки будет кузнечная. Сначала нагретые до красного каления заготовки металла необходимо проковать несильными, но частыми ударами молотка. При необходимости процесс разогрева и проковки повторяется несколько раз. После проковки заготовку необходимо обрубить или обточить до заданных размеров, оставляя небольшой припуск для доводки и чистовой обработки. Далее инструменту при 125 |








