Сделай Сам (Знание) 1998-02, страница 107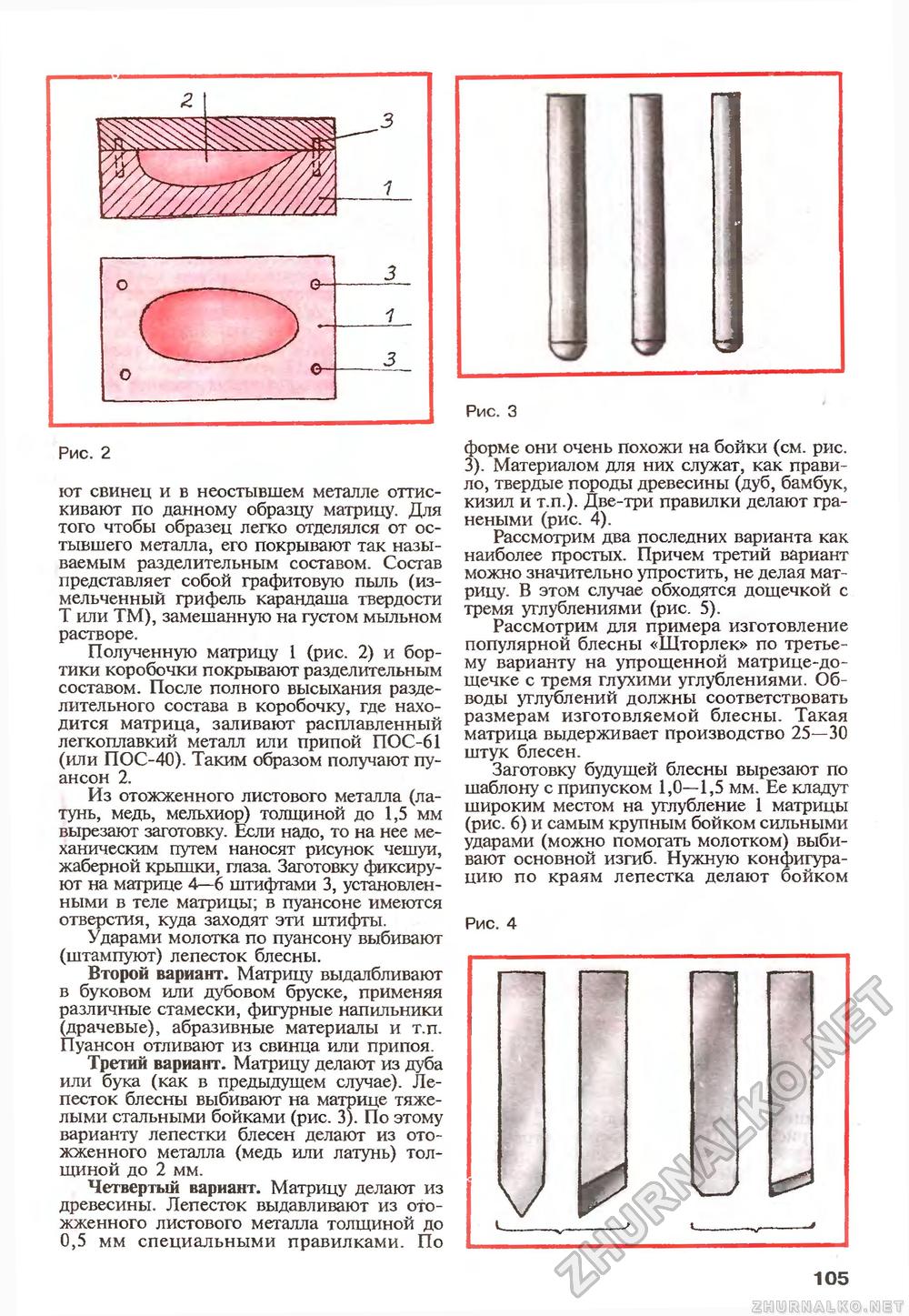
Рис. 3 Рис. 2 ют свинец и в неостывшем металле оттискивают по данному образцу матрицу. Для того чтобы образец легко отделялся от остывшего металла, его покрывают так называемым разделительным составом. Состав представляет собой графитовую пыль (измельченный грифель карандаша твердости Т или ТМ), замешанную на густом мыльном растворе. Полученную матрицу 1 (рис. 2) и бортики коробочки покрывают разделительным составом. После полного высыхания разделительного состава в коробочку, где находится матрица, заливают расплавленный легкоплавкий металл или припой ПОС-61 (или ПОС-40). Таким образом получают пуансон 2. Из отожженного листового металла (латунь, медь, мельхиор) толщиной до 1,5 мм вырезают заготовку. Если надо, то на нее механическим путем наносят рисунок чешуи, жаберной крышки, глаза Заготовку фиксируют на матрице 4—6 штифтами 3, установленными в теле матрицы; в пуансоне имеются отверстия, куда заходят эти штифты. Ударами молотка по пуансону выбивают (штампуют) лепесток блесны. Второй вариант. Матрицу выдалбливают в буковом или дубовом бруске, применяя различные стамески, фигурные напильники (драчевые), абразивные материалы и т.п. Пуансон отливают из свинца или припоя. Третий вариант. Матрицу делают из дуба или бука (как в предыдущем случае). Лепесток блесны выбивают на матрице тяжелыми стальными бойками (рис. 3). По этому варианту лепестки блесен делают из отожженного металла (медь или латунь) толщиной до 2 мм. Четвертый вариант. Матрицу делают из древесины. Лепесток выдавливают из отожженного листового металла толщиной до 0,5 мм специальными правилками. По форме они очень похожи на бойки (см. рис. 3). Мат ериалом для них служат, как правило, твердые породы древесины (дуб, бамбук, кизил и т.п.). Две-три правилки делают гранеными (рис. 4). Рассмотрим два последних варианта как наиболее простых. Причем третий вариант можно значительно упростить, не делая матрицу. В этом случае обходятся дощечкой с тремя углублениями (рис. 5). Рассмотрим для примера изготовление популярной блесны «Щторлек» по третьему варианту на упрощенной матрице-дощечке с тремя глухими углублениями. Обводы углублений должны соответствовать размерам изготовляемой блесны. Такая матрица выдерживает производство 25—30 штук блесен. Заготовку будущей блесны вырезают по шаблону с припуском 1,0—1,5 мм. Ее кладут широким местом на углубление 1 матрицы (рис. 6) и самым крупным бойком сильными ударами (можно помогать молотком) выбивают основной изгиб. Нужную конфигурацию по краям лепестка делают бойком Рис. 4 105 |








