Сделай Сам (Знание) 2000-01, страница 118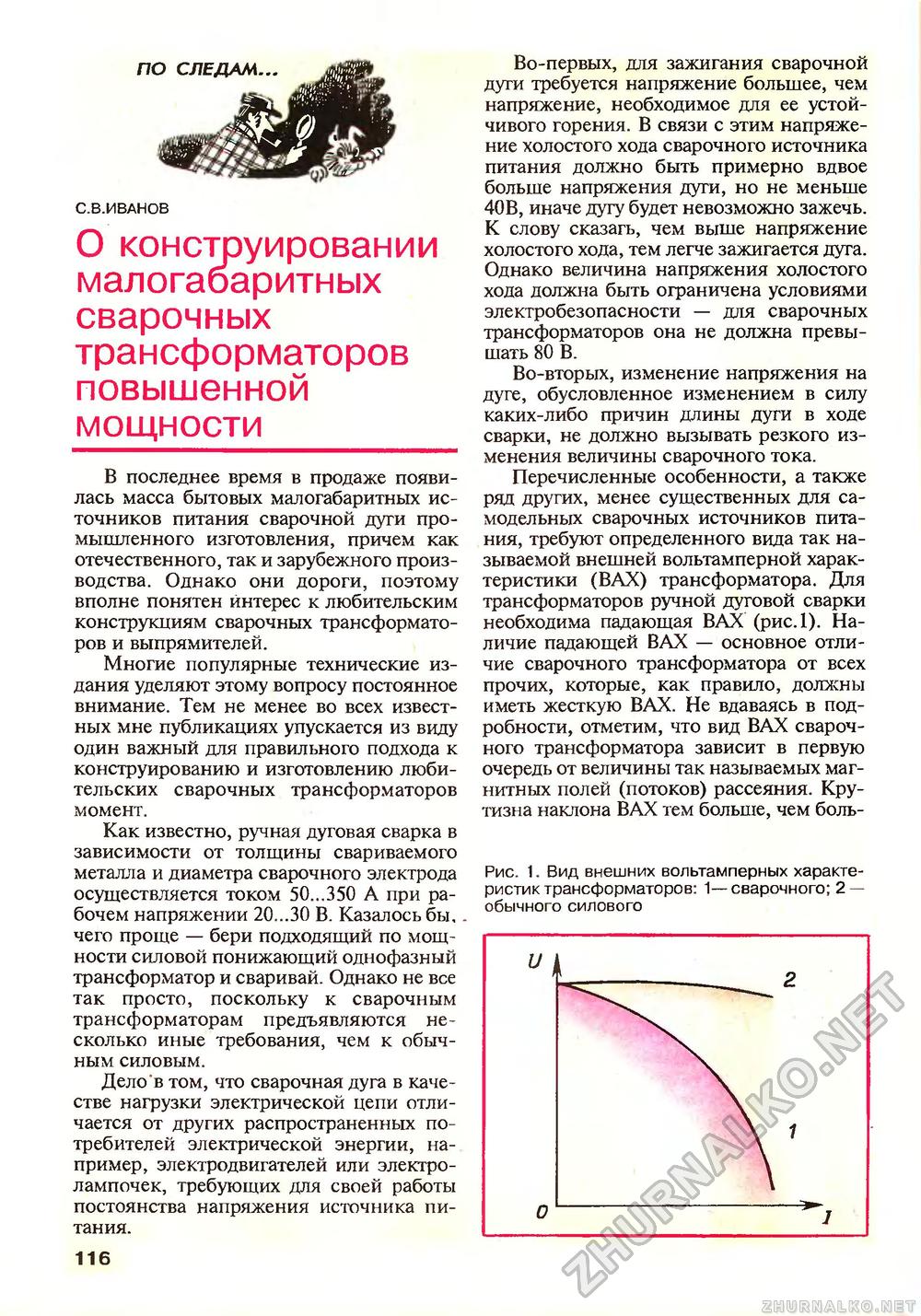
С.В.ИВАНОВ О конструированиималогабаритныхсварочныхтрансформаторовповышенноймощности_В последнее время в продаже появилась масса бытовых малогабаритных источников питания сварочной дуги промышленного изготовления, причем как отечественного, так и зарубежного производства. Однако они дороги, поэтому вполне понятен Интерес к любительским конструкциям сварочных трансформаторов и выпрямителей. Многие популярные технические издания уделяют этому вопросу постоянное внимание. Тем не менее во всех известных мне публикациях упускается из виду один важный для правильного подхода к конструированию и изготовлению любительских сварочных трансформаторов момент. Как известно, ручная дуговая сварка в зависимости от толщины свариваемого металла и диаметра сварочного электрода осуществляется током 50...350 А при рабочем напряжении 20...30 В. Казалось бы, чего проще — бери подходящий по мощности силовой понижающий однофазный трансформатор и сваривай. Однако не все так просто, поскольку к сварочным трансформаторам предъявляются несколько иные требования, чем к обычным силовым. Дело "в том, что сварочная дуга в качестве нагрузки электрической цепи отличается от других распространенных потребителей электрической энергии, например, электродвигателей или электролампочек, требующих для своей работы постоянства напряжения источника питания. Во-первых, для зажигания сварочной дуги требуется напряжение большее, чем напряжение, необходимое для ее устойчивого горения. В связи с этим напряжение холостого хода сварочного источника питания должно быть примерно вдвое больше напряжения дуги, но не меньше 40В, иначе дугу будет невозможно зажечь. К слову сказать, чем выше напряжение холостого хода, тем легче зажигается дуга. Однако величина напряжения холостого хода должна быть ограничена условиями электробезопасности — для сварочных трансформаторов она не должна превышать 80 В. Во-вторых, изменение напряжения на дуге, обусловленное изменением в силу каких-либо причин длины дуги в ходе сварки, не должно вызывать резкого изменения величины сварочного тока. Перечисленные особенности, а также ряд других, менее существенных для самодельных сварочных источников питания, требуют определенного вида так называемой внешней вольтамперной характеристики (ВАХ) трансформатора. Для трансформаторов ручной дуговой сварки необходима падающая ВАХ (рис.1). Наличие падающей ВАХ — основное отличие сварочного трансформатора от всех прочих, которые, как правило, должны иметь жесткую ВАХ. Не вдаваясь в подробности, отметим, что вид ВАХ сварочного трансформатора зависит в первую очередь от величины так называемых магнитных полей (потоков) рассеяния. Крутизна наклона ВАХ тем больше, чем боль- Рис. 1. Вид внешних вольтамперных характеристик трансформаторов: 1—сварочного; 2 — обычного силового 116 |








