Сделай Сам (Знание) 2001-02, страница 37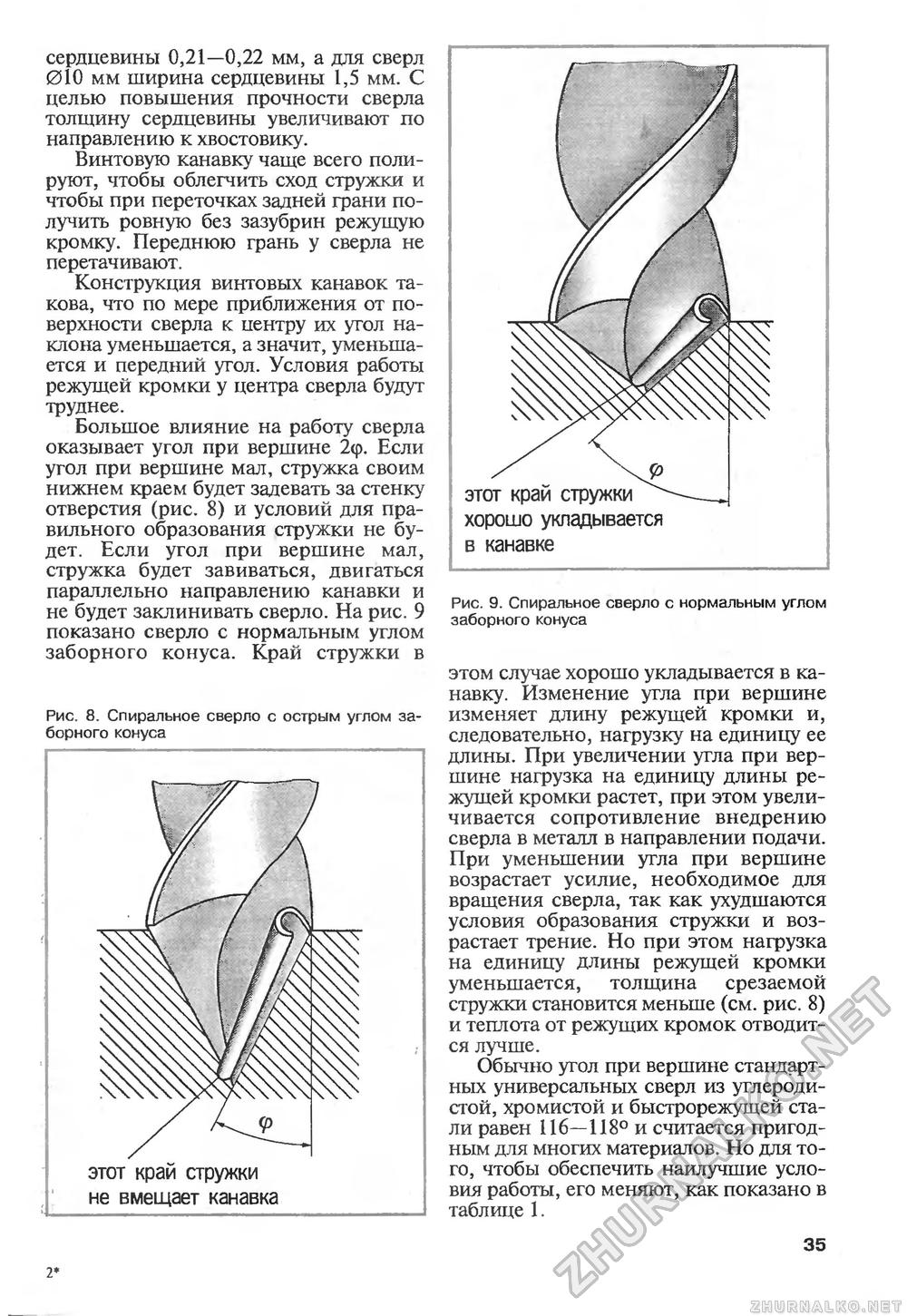
сердцевины 0,21—0,22 мм, а для сверл 010 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику. Винтовую канавку чаще всего полируют, чтобы облегчить сход стружки и чтобы при переточках задней грани получить ровную без зазубрин режущую кромку. Переднюю грань у сверла не перетачивают. Конструкция винтовых канавок такова, что по мере приближения от поверхности сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее. Большое влияние на работу сверла оказывает угол при вершине 2ф. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия (рис. 8) и условий для правильного образования стружки не будет. Если угол при вершине мал, стружка будет завиваться, двигаться параллельно направлению канавки и не будет заклинивать сверло. На рис. 9 показано сверло с нормальным углом заборного конуса. Край стружки в Рис. 8. Спиральное сверло с острым углом заборного конуса не вмещает канавка заборного конуса этом случае хорошо укладывается в канавку Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше (см. рис. 8) и теплота от режущих кромок отводится лучше. Обычно угол при вершине стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116—118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице 1. 35 2* |








