Сделай Сам (Знание) 2001-04, страница 54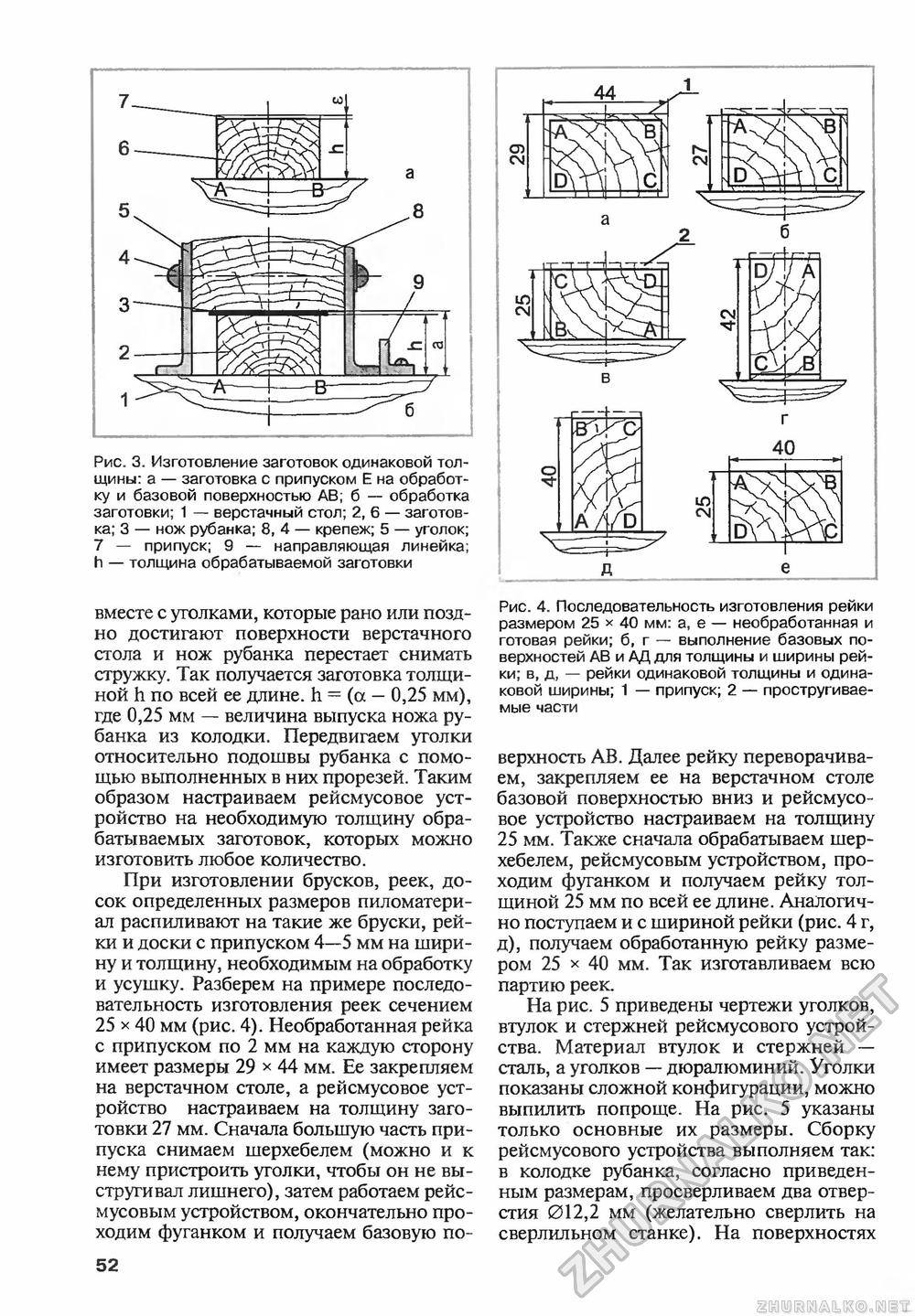
Рис. 3. Изготовление заготовок одинаковой толщины: а — заготовка с припуском Е на обработку и базовой поверхностью АВ; б — обработка заготовки; 1 — верстачный стол; 2, 6 — заготовка; 3 — нож рубанка; 8, 4 — крепеж; 5 — уголок; 7 — припуск; 9 — направляющая линейка; h — толщина обрабатываемой заготовки вместе с уголками, которые рано или поздно достигают поверхности верстачного стола и нож рубанка перестает снимать стружку. Так получается заготовка толщиной h по всей ее длине, h = (ос - 0,25 мм), где 0,25 мм — величина выпуска ножа рубанка из колодки. Передвигаем уголки относительно подошвы рубанка с помощью выполненных в них прорезей. Таким образом настраиваем рейсмусовое устройство на необходимую толщину обрабатываемых заготовок, которых можно изготовить любое количество. При изготовлении брусков, реек, досок определенных размеров пиломатериал распиливают на такие же бруски, рейки и доски с припуском 4—5 мм на ширину и толщину, необходимым на обработку и усушку. Разберем на примере последовательность изготовления реек сечением 25 х 40 мм (рис. 4). Необработанная рейка с припуском по 2 мм на каждую сторону имеет размеры 29 * 44 мм. Ее закрепляем на верстачном столе, а рейсмусовое устройство настраиваем на толщину заготовки 27 мм. Сначала большую часть припуска снимаем шерхебелем (можно и к нему пристроить уголки, чтобы он не выстругивал лишнего), затем работаем рейсмусовым устройством, окончательно проходим фуганком и получаем базовую по- Рис. 4. Последовательность изготовления рейки размером 25 х 40 мм: а, е — необработанная и готовая рейки; б, г — выполнение базовых поверхностей АВ и АД для толщины и ширины рейки; в, д, — рейки одинаковой толщины и одинаковой ширины; 1 — припуск; 2 — простругиваемые части верхность АВ. Далее рейку переворачиваем, закрепляем ее на верстачном столе базовой поверхностью вниз и рейсмусовое устройство настраиваем на толщину 25 мм. Также сначала обрабатываем шерхебелем, рейсмусовым устройством, проходим фуганком и получаем рейку толщиной 25 мм по всей ее длине. Аналогично поступаем и с шириной рейки (рис. 4 г, д), получаем обработанную рейку размером 25 х 40 мм. Так изготавливаем всю партию реек. На рис. 5 приведены чертежи уголков, втулок и стержней рейсмусового устройства. Материал втулок и стержней — сталь, а уголков — дюралюминий. Уголки показаны сложной конфигурации, можно выпилить попроще. На рис. 5 указаны только основные их размеры. Сборку рейсмусового устройства выполняем так: в колодке рубанка, согласно приведенным размерам, просверливаем два отверстия 012,2 мм (желательно сверлить на сверлильном станке). На поверхностях 52 |








