Сделай Сам (Знание) 2002-01, страница 37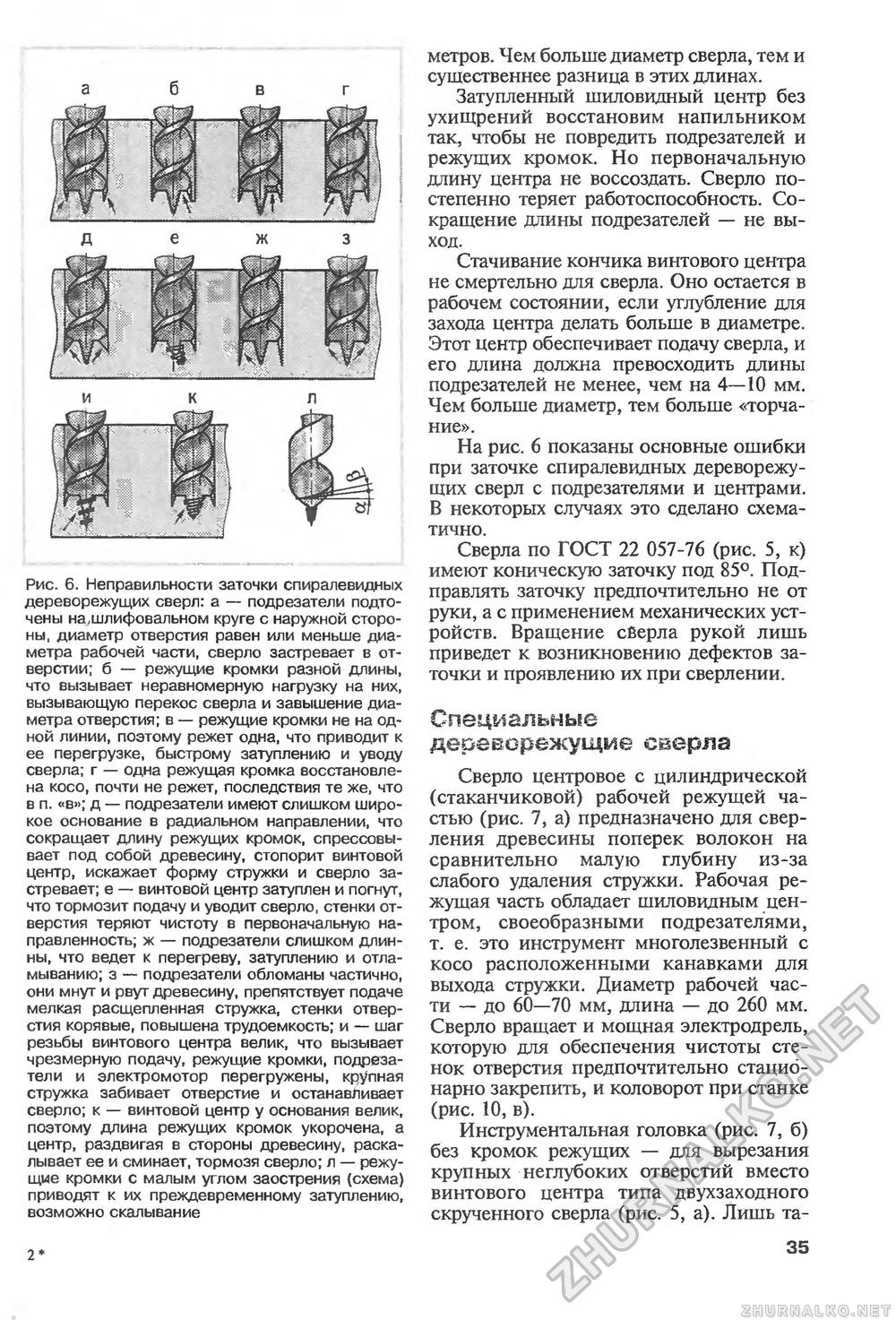
Рис. 6. Неправильности заточки спиралевидных дереворежущих сверл: а — подрезатели подточены на,шлифовальном круге с наружной стороны, диаметр отверстия равен или меньше диаметра рабочей части, сверло застревает в отверстии; б — режущие кромки разной длины, что вызывает неравномерную нагрузку на них, вызывающую перекос сверла и завышение диаметра отверстия; в — режущие кромки не на одной линии, поэтому режет одна, что приводит к ее перегрузке, быстрому затуплению и уводу сверла; г — одна режущая кромка восстановлена косо, почти не режет, последствия те же что в п. «в»; д — подрезатели имеют слишком широкое основание в радиальном направлении, что сокращает длину режущих кромок, спрессовывает под собой древесину, стопорит винтовой центр, искажает форму стружки и сверло застревает; е — винтовой центр затуплен и погнут, что тормозит подачу и уводит сверло, стенки отверстия теряют чистоту в первоначальную направленность; ж — подрезатели слишком длинны, что ведет к перегреву, затуплению и отламыванию; з — подрезатели обломаны частично, они мнут и рвут древесину, препятствует подаче мелкая расщепленная стружка, стенки отверстия корявые, повышена трудоемкость; и — шаг резьбы винтового центра велик, что вызывает чрезмерную подачу, режущие кромки, подрезатели и электромотор перегружены, крупная стружка забивает отверстие и останавливает сверло; к — винтовой центр у основания велик, поэтому длина режущих кромок укорочена, а центр, раздвигая в стороны древесину, раскалывает ее и сминает, тормозя сверло; л — режущие кромки с малым углом заострения (схема) приводят к их преждевременному затуплению, возможно скалывание метров. Чем больше диаметр сверла, тем и существеннее разница в этих длинах. Затупленный шиловидный центр без ухищрений восстановим напильником так, чтобы не повредить подрезателей и режущих кромок. Но первоначальную длину центра не воссоздать. Сверло постепенно теряет работоспособность. Сокращение длины подрезателей — не выход. Стачивание кончика винтового центра не смертельно для сверла. Оно остается в рабочем состоянии, если углубление для захода центра делать больше в диаметре. Этот центр обеспечивает подачу сверла, и его длина должна превосходить длины подрезателей не менее, чем на 4—10 мм. Чем больше диаметр, тем больше «торча-ние». На рис. 6 показаны основные ошибки при заточке спиралевидных дереворежущих сверл с подрезателями и центрами. В некоторых случаях это сделано схематично. Сверла по ГОСТ 22 057-76 (рис. 5, к) имеют коническую заточку под 85°. Подправлять заточку предпочтительно не от руки, а с применением механических устройств. Вращение сверла рукой лишь приведет к возникновению дефектов заточки и проявлению их при сверлении. Специальные дереворежущие сверла Сверло центровое с цилиндрической (стаканчиковой) рабочей режущей частью (рис. 7, а) предназначено для сверления древесины поперек волокон на сравнительно малую глубину из-за слабого удаления стружки. Рабочая режущая часть обладает шиловидным центром, своеобразными подрезателями, т. е. это инструмент многолезвенный с косо расположенными канавками для выхода стружки. Диаметр рабочей части — до 60—70 мм, длина — до 260 мм. Сверло вращает и мощная электродрель, которую для обеспечения чистоты стенок отверстия предпочтительно стационарно закрепить, и коловорот при станке (рис. 10, в). Инструментальная головка (рис. 7, б) без кромок режущих — для вырезания крупных неглубоких отверстий вместо винтового центра типа двухзаходного скрученного сверла (рис. 5, а). Лишь та- 2* 35 |








