Сделай Сам (Знание) 2004-03, страница 39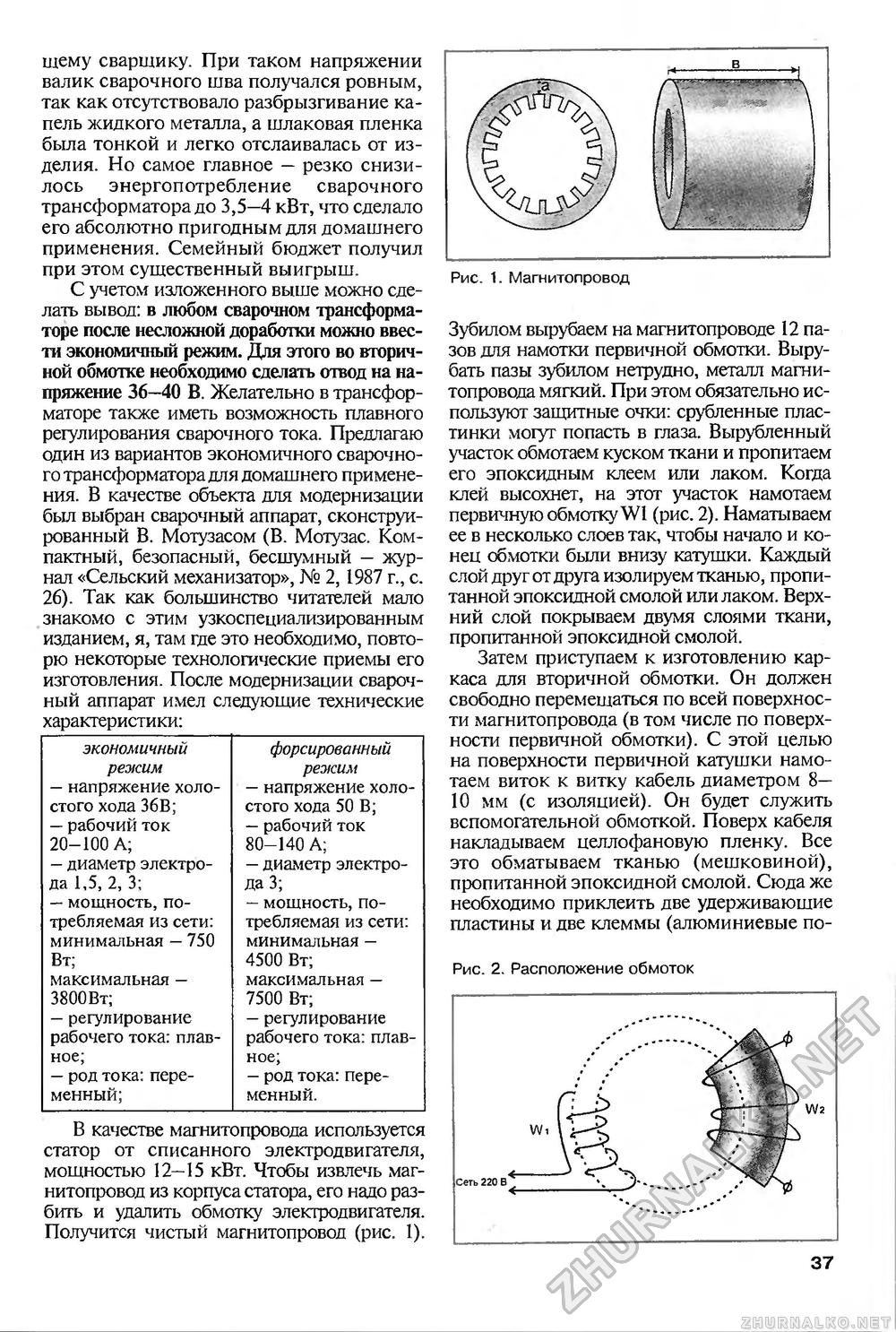
щему сварщику. При таком напряжении валик сварочного шва получался ровным, так как отсутствовало разбрызгивание капель жидкого металла, а шлаковая пленка была тонкой и легко отслаивалась от изделия. Но самое главное — резко снизилось энергопотребление сварочного трансформатора до 3,5—4 кВт, что сделало его абсолютно пригодным для домашнего применения. Семейный бюджет получил при этом существенный выигрыш. С учетом изложенного выше можно сделать вывод: в любом сварочном трансформаторе после несложной доработки можно ввести экономичный режим. Для этого во вторичной обмотке необходимо сделать отвод на напряжение 36—40 В. Желательно в трансформаторе также иметь возможность плавного регулирования сварочного тока. Предлагаю один из вариантов экономичного сварочного трансформатора для домашнего применения. В качестве объекта для модернизации был выбран сварочный аппарат, сконструированный В. Мотузасом (В. Мотузас. Компактный, безопасный, бесшумный — журнал «Сельский механизатор», № 2, 1987 г., с. 26). Так как большинство читателей мало знакомо с этим узкоспециализированным изданием, я, там где это необходимо, повторю некоторые технологические приемы его изготовления. После модернизации сварочный аппарат имел следующие технические характеристики: В качестве магнитопровода используется статор от списанного электродвигателя, мощностью 12—15 кВт. Чтобы извлечь маг-нитопровод из корпуса статора, его надо разбить и удалить обмотку электродвигателя. Получится чистый магнитопровод (рис. 1). Рис. 1. Магнитопровод Зубилом вырубаем на магнитопроводе 12 пазов для намотки первичной обмотки. Вырубать пазы зубилом нетрудно, металл магнитопровода мягкий. При этом обязательно используют защитные очки: срубленные пластинки могут попасть в глаза. Вырубленный участок обмотаем куском ткани и пропитаем его эпоксидным клеем или лаком. Когда клей высохнет, на этот участок намотаем первичную обмотку W1 (рис. 2). Наматываем ее в несколько слоев так, чтобы начало и конец обмотки были внизу катушки. Каждый слой друг от друга изолируем тканью, пропитанной эпоксидной смолой или лаком. Верхний слой покрываем двумя слоями ткани, пропитанной эпоксидной смолой. Затем приступаем к изготовлению каркаса для вторичной обмотки. Он должен свободно перемещаться по всей поверхности магнитопровода (в том числе по поверхности первичной обмотки). С этой целью на поверхности первичной катушки намотаем виток к витку кабель диаметром 8— 10 мм (с изоляцией). Он будет служить вспомогательной обмоткой. Поверх кабеля накладываем целлофановую пленку. Все это обматываем тканью (мешковиной), пропитанной эпоксидной смолой. Сюда же необходимо приклеить две удерживающие пластины и две клеммы (алюминиевые по- Рис. 2. Расположение обмоток
/ 37 |








