Сделай Сам (Знание) 2005-02, страница 12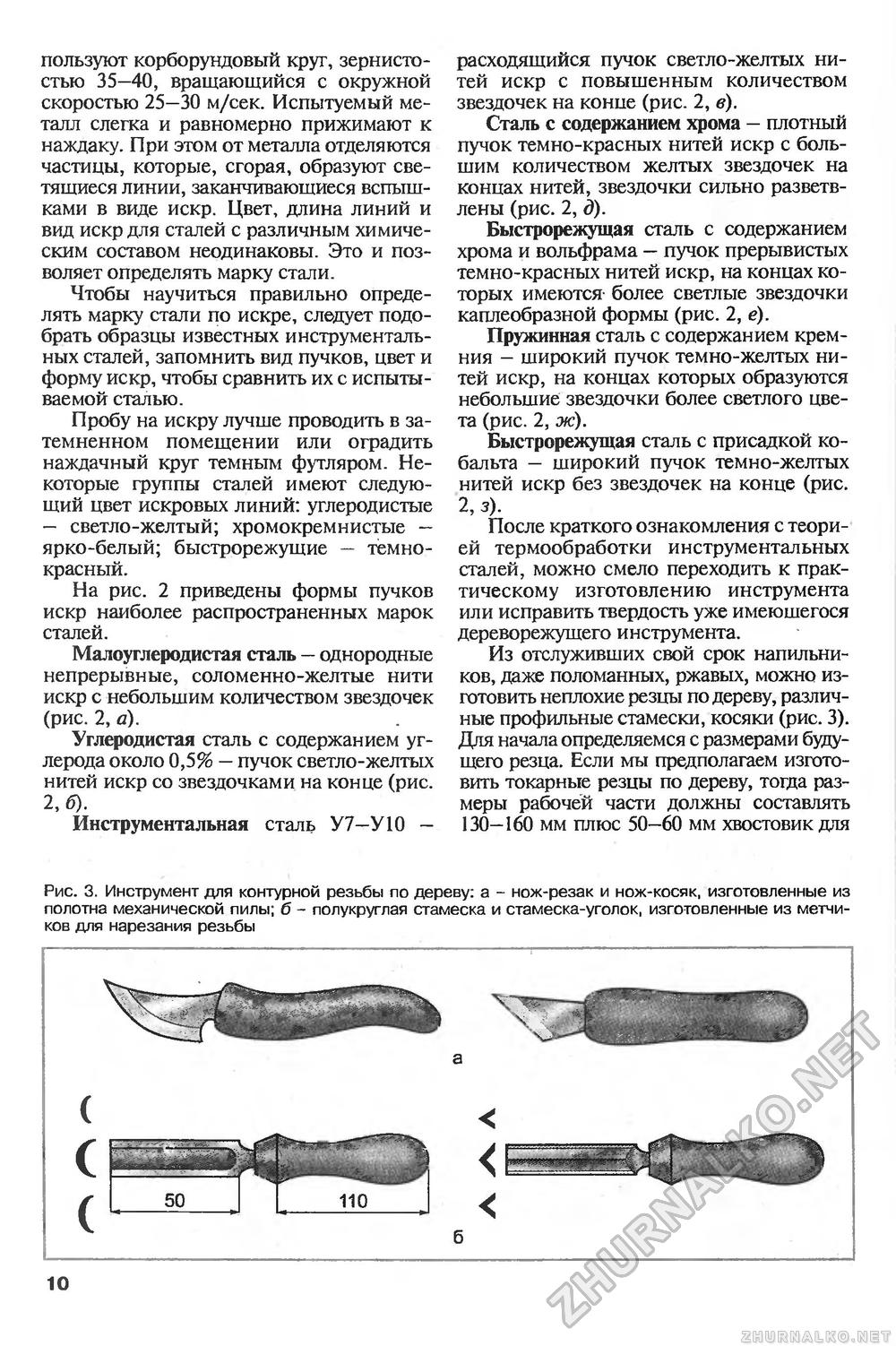
пользуют корборундовый круг, зернистостью 35—40, вращающийся с окружной скоростью 25—30 м/сек. Испытуемый металл слегка и равномерно прижимают к наждаку. При этом от металла отделяются частицы, которые, сгорая, образуют светящиеся линии, заканчивающиеся вспышками в виде искр. Цвет, длина линий и вид искр для сталей с различным химическим составом неодинаковы. Это и позволяет определять марку стали. Чтобы научиться правильно определять марку стали по искре, следует подобрать образцы известных инструментальных сталей, запомнить вид пучков, цвет и форму искр, чтобы сравнить их с испытываемой сталью. Пробу на искру лучше проводить в затемненном помещении или оградить наждачный круг темным футляром. Некоторые группы сталей имеют следующий цвет искровых линий: углеродистые — светло-желтый; хромокремнистые — ярко-белый; быстрорежущие — темно-красный. На рис. 2 приведены формы пучков искр наиболее распространенных марок сталей. Малоуглеродистая сталь — однородные непрерывные, соломенно-желтые нити искр с небольшим количеством звездочек (рис. 2, а). Углеродистая сталь с содержанием углерода около 0,5% — пучок светло-желтых нитей искр со звездочками на конце (рис. 2,6). Инструментальная сталь У7—У10 — расходящийся пучок светло-желтых нитей искр с повышенным количеством звездочек на конце (рис. 2, в). Сталь с содержанием хрома — плотный пучок темно-красных нитей искр с большим количеством желтых звездочек на концах нитей, звездочки сильно разветвлены (рис. 2, д). Быстрорежущая сталь с содержанием хрома и вольфрама — пучок прерывистых темно-красных нитей искр, на концах которых имеются- более светлые звездочки каплеобразной формы (рис. 2, ё). Пружинная сталь с содержанием кремния - широкий пучок темно-желтых нитей искр, на концах которых образуются небольшие звездочки более светлого цвета (рис. 2, ж). Быстрорежущая сталь с присадкой кобальта — широкий пучок темно-желтых нитей искр без звездочек на конце (рис. 2,з). После краткого ознакомления с теорией термообработки инструментальных сталей, можно смело переходить к практическому изготовлению инструмента или исправить твердость уже имеющегося дереворежущего инструмента. Из отслуживших свой срок напильников, даже поломанных, ржавых, можно изготовить неплохие резцы по дереву, различные профильные стамески, косяки (рис. 3). Для начала определяемся с размерами будущего резца. Если мы предполагаем изготовить токарные резцы по дереву, тогда размеры рабочей части должны составлять 130—160 мм плюс 50—60 мм хвостовик для Рис. 3. Инструмент для контурной резьбы по дереву: а - нож-резак и нож-косяк, изготовленные из полотна механической пилы; б - полукруглая стамеска и стамеска-уголок, изготовленные из метчиков для нарезания резьбы 10 |








