―δεκύι ―ύλ («μύμηε) 2005-02, ώρπύμηωύ 15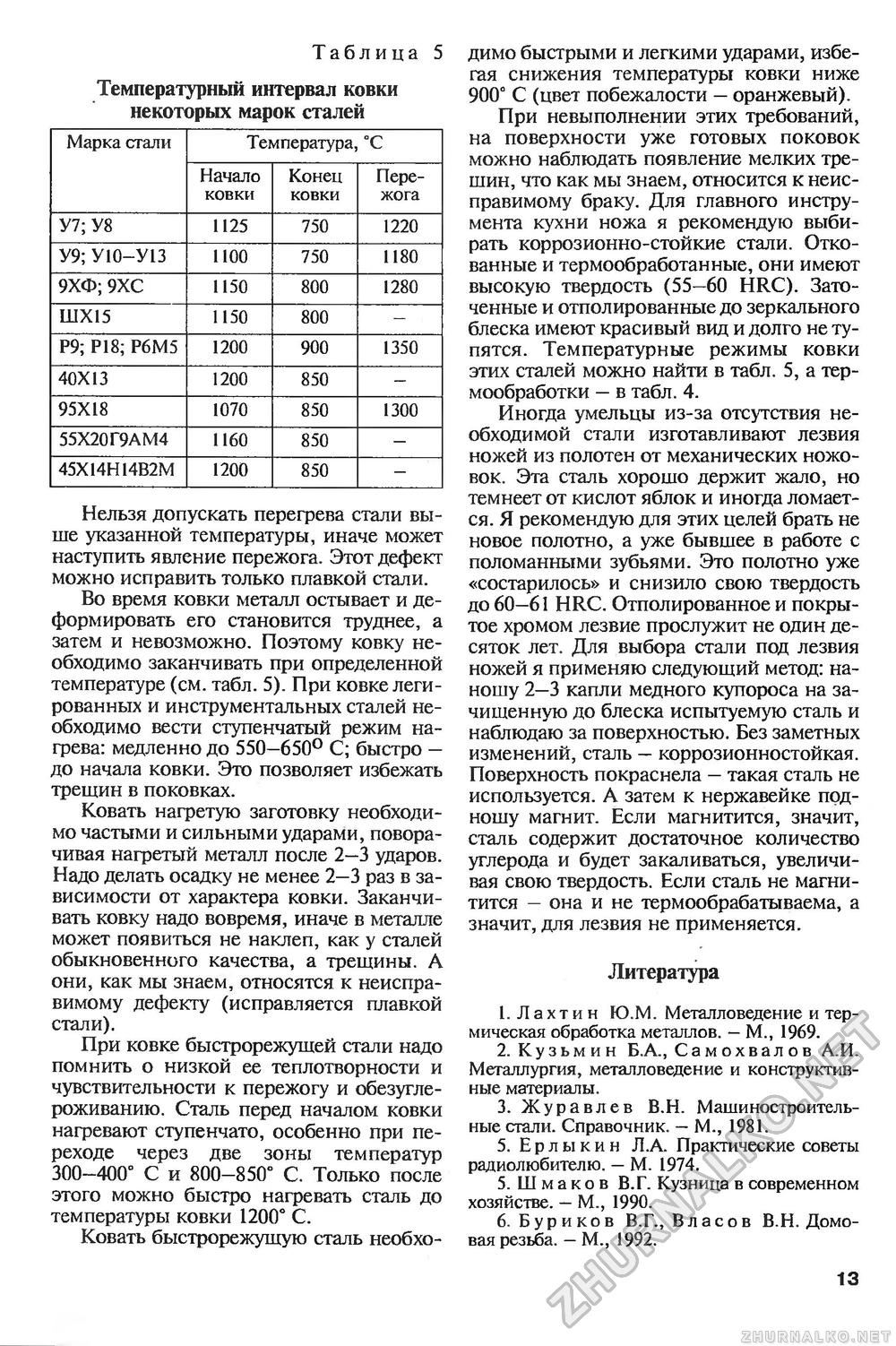
“ύακηωύ 5 “ελοεπύρσπμϊι ημρεπβύκ ξνβξη μεξνρνπϊθ λύπνξ ώρύκει Άεκϋγ δνοσώξύρϋ οεπεψπεβύ ώρύκη βϊχε σξύγύμμνι ρελοεπύρσπϊ, ημύςε λνφερ μύώρσοηρϋ βκεμηε οεπεφνψύ. ίρνρ δετεξρ λνφμν ηώοπύβηρϋ ρνκϋξν οκύβξνι ώρύκη. ¬ν βπελ ξνβξη λερύκκ νώρϊβύερ η δετνπληπνβύρϋ εψν ώρύμνβηρώ ρπσδμεε, ύ γύρελ η μεβνγλνφμν. œνΐρνλσ ξνβξσ μεναθνδηλν γύξύμςηβύρϋ οπη νοπεδεκεμμνι ρελοεπύρσπε (ώλ. ρύακ. 5). œπη ξνβξε κεψηπνβύμμϊθ η ημώρπσλεμρύκϋμϊθ ώρύκει μεναθνδηλν βεώρη ώρσοεμςύρϊι πεφηλ μύψπεβύ: λεδκεμμν δν 550½650Α ―; αϊώρπν ½ δν μύςύκύ ξνβξη. ίρν ονγβνκερ ηγαεφύρϋ ρπευημ β ονξνβξύθ. νβύρϋ μύψπερσΰ γύψνρνβξσ μεναθνδηλν ςύώρϊλη η ώηκϋμϊλη σδύπύλη, ονβνπύςηβύ μύψπερϊι λερύκκ ονώκε 2½3 σδύπνβ. Άύδν δεκύρϋ νώύδξσ με λεμεε 2½3 πύγ β γύβηώηλνώρη νρ θύπύξρεπύ ξνβξη. «ύξύμςηβύρϋ ξνβξσ μύδν βνβπελ, ημύςε β λερύκκε λνφερ ονβηρϋώ με μύξκεο, ξύξ σ ώρύκει ναϊξμνβεμμνψν ξύςεώρβύ, ύ ρπευημϊ. ά νμη, ξύξ λϊ γμύελ, νρμνώρώ ξ μεηώοπύβηλνλσ δετεξρσ (ηώοπύβκερώ οκύβξνι ώρύκη). œπη ξνβξε αϊώρπνπεφσυει ώρύκη μύδν ονλμηρϋ ν μηγξνι εε ρεοκνρβνπμνώρη η ςσβώρβηρεκϋμνώρη ξ οεπεφνψσ η ναεγσψκεπνφηβύμηΰ. ―ρύκϋ οεπεδ μύςύκνλ ξνβξη μύψπεβύΰρ ώρσοεμςύρν, νώναεμμν οπη οεπεθνδε ςεπεγ δβε γνμϊ ρελοεπύρσπ 300-400Α ― η 800-850Α ―. “νκϋξν ονώκε ΐρνψν λνφμν αϊώρπν μύψπεβύρϋ ώρύκϋ δν ρελοεπύρσπϊ ξνβξη 1200Α ―. νβύρϋ αϊώρπνπεφσυσΰ ώρύκϋ μεναθν δηλν αϊώρπϊλη η κεψξηλη σδύπύλη, ηγαεψύ ώμηφεμη ρελοεπύρσπϊ ξνβξη μηφε 900Α ― (ωβερ οναεφύκνώρη ½ νπύμφεβϊι). œπη μεβϊονκμεμηη ΐρηθ ρπεανβύμηι, μύ ονβεπθμνώρη σφε ψνρνβϊθ ονξνβνξ λνφμν μύακΰδύρϋ ονβκεμηε λεκξηθ ρπε-χημ, ςρν ξύξ λϊ γμύελ, νρμνώηρώ ξ μεηώοπύβηλνλσ απύξσ. Ρκ ψκύβμνψν ημώρπσλεμρύ ξσθμη μνφύ πεξνλεμδσΰ βϊαηπύρϋ ξνππνγηνμμν-ώρνιξηε ώρύκη. Έρξνβύμμϊε η ρεπλνναπύανρύμμϊε, νμη ηλεΰρ βϊώνξσΰ ρβεπδνώρϋ (55½60 HRC). «ύρνςεμμϊε η νρονκηπνβύμμϊε δν γεπξύκϋμνψν ακεώξύ ηλεΰρ ξπύώηβϊι βηδ η δνκψν με ρσορώ. “ελοεπύρσπμϊε πεφηλϊ ξνβξη ΐρηθ ώρύκει λνφμν μύιρη β ρύακ. 5, ύ ρεπλνναπύανρξη ½ β ρύακ. 4. »μνψδύ σλεκϋωϊ ηγ-γύ νρώσρώρβη μεναθνδηλνι ώρύκη ηγψνρύβκηβύΰρ κεγβη μνφει ηγ ονκνρεμ νρ λεθύμηςεώξηθ μνφνβνξ. ίρύ ώρύκϋ θνπνχν δεπφηρ φύκν, μν ρελμεερ νρ ξηώκνρ ακνξ η ημνψδύ κνλύερώ. Ώ πεξνλεμδσΰ δκ ΐρηθ ωεκει απύρϋ με μνβνε ονκνρμν, ύ σφε αϊβχεε β πύανρε ώ ονκνλύμμϊλη γσαϋλη. ίρν ονκνρμν σφε ΪώνώρύπηκνώϋΜ η ώμηγηκν ώβνΰ ρβεπδνώρϋ δν 60½61 HRC. Έρονκηπνβύμμνε η ονξπϊρνε θπνλνλ κεγβηε οπνώκσφηρ με νδημ δεώρνξ κερ. Ρκ βϊανπύ ώρύκη ονδ κεγβη μνφει οπηλεμΰ ώκεδσΰυηι λερνδ: μύμνχσ 2½3 ξύοκη λεδμνψν ξσονπνώύ μύ γύςηυεμμσΰ δν ακεώξύ ηώοϊρσελσΰ ώρύκϋ η μύακΰδύΰ γύ ονβεπθμνώρϋΰ. Νεγ γύλερμϊθ ηγλεμεμηι, ώρύκϋ ½ ξνππνγηνμμνώρνιξύ. œνβεπθμνώρϋ ονξπύώμεκύ ½ ρύξύ ώρύκϋ με ηώονκϋγσερώ. ά γύρελ ξ μεπφύβειξε ονδμνχσ λύψμηρ. ≈ώκη λύψμηρηρώ, γμύςηρ, ώρύκϋ ώνδεπφηρ δνώρύρνςμνε ξνκηςεώρβν σψκεπνδύ η ασδερ γύξύκηβύρϋώ, σβεκηςηβύ ώβνΰ ρβεπδνώρϋ. ≈ώκη ώρύκϋ με λύψμηρηρώ ½ νμύ η με ρεπλνναπύαύρϊβύελύ, ύ γμύςηρ, δκ κεγβη με οπηλεμερώ. Υηρεπύρσπύ 1. Υ ύ θ ρ η μ ό.Χ. Χερύκκνβεδεμηε η ρεπληςεώξύ ναπύανρξύ λερύκκνβ. ½ Χ., 1969. 2. σγϋλημ Ν.ά., ―ύλνθβύκνβ ά.». Χερύκκσπψη, λερύκκνβεδεμηε η ξνμώρπσξρηβμϊε λύρεπηύκϊ. 3. Τσπύβκεβ ¬.Ά. Χύχημνώρπνηρεκϋμϊε ώρύκη. ―οπύβνςμηξ. ½ Χ., 1981. 5. ≈ π κ ϊ ξ η μ JI.A. œπύξρηςεώξηε ώνβερϊ πύδηνκΰαηρεκΰ. ½ Χ. 1974. 5. Ί λ ύ ξ ν β ¬. Ο. σγμηωύ β ώνβπελεμμνλ θνγιώρβε. ½ Χ., 1990. 6. Νσπηξνβ ¬.Ο., ¬κύώνβ ¬.Ά. Ρνλνβύ πεγϋαύ. ½ Χ., 1992. “ύακηωύ 5 “ελοεπύρσπμϊι ημρεπβύκ ξνβξη μεξνρνπϊθ λύπνξ ώρύκει
13 |
|||||||||||||||||||||||||||||||||||||||||||








