Сделай Сам (Знание) 2005-02, страница 121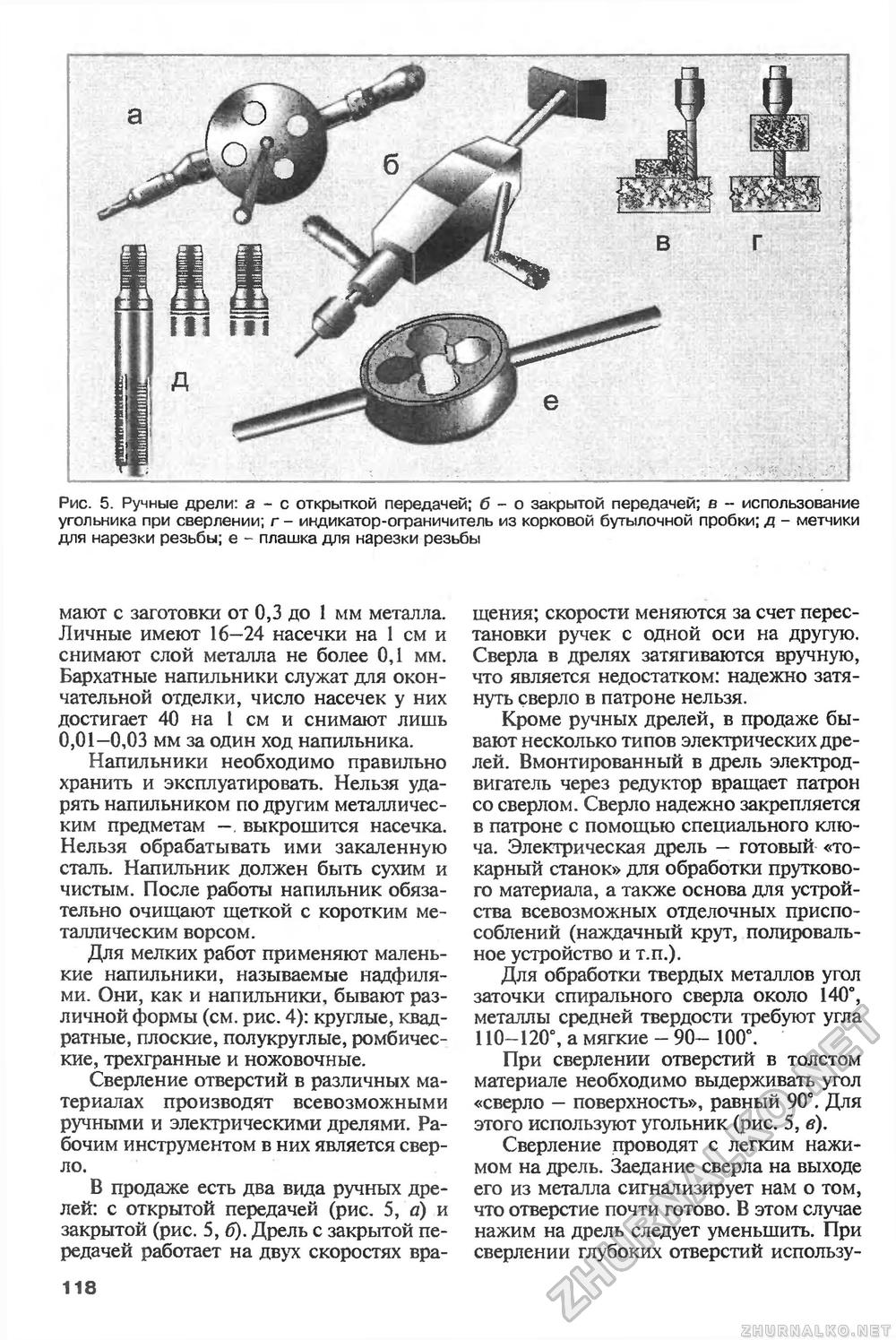
Рис. 5. Ручные дрели: а - с открыткой передачей; б - о закрытой передачей; в - использование угольника при сверлении; г - индикатор-ограничитель из корковой бутылочной пробки; д - метчики для нарезки резьбы; е - плашка для нарезки резьбы мают с заготовки от 0,3 до 1 мм металла. Личные имеют 16—24 насечки на 1 см и снимают слой металла не более 0,1 мм. Бархатные напильники служат для окончательной отделки, число насечек у них достигает 40 на I см и снимают лишь 0,01-0,03 мм за один ход напильника. Напильники необходимо правильно хранить и эксплуатировать. Нельзя ударять напильником по другим металлическим предметам —. выкрошится насечка. Нельзя обрабатывать ими закаленную сталь. Напильник должен быть сухим и чистым. После работы напильник обязательно очищают щеткой с коротким металлическим ворсом. Для мелких работ применяют маленькие напильники, называемые надфилями. Они, как и напильники, бывают различной формы (см. рис. 4): круглые, квадратные, плоские, полукруглые, ромбические, трехгранные и ножовочные. Сверление отверстий в различных материалах производят всевозможными ручными и электрическими дрелями. Рабочим инструментом в них является сверло. В продаже есть два вида ручных дрелей: с открытой передачей (рис. 5, а) и закрытой (рис. 5, б). Дрель с закрытой передачей работает на двух скоростях вра щения; скорости меняются за счет перестановки ручек с одной оси на другую. Сверла в дрелях затягиваются вручную, что является недостатком: надежно затянуть сверло в патроне нельзя. Кроме ручных дрелей, в продаже бывают несколько типов электрических дрелей. Вмонтированный в дрель электродвигатель через редуктор вращает патрон со сверлом. Сверло надежно закрепляется в патроне с помощью специального ключа. Электрическая дрель - готовый «токарный станок» для обработки пруткового материала, а также основа для устройства всевозможных отделочных приспособлений (наждачный крут, полировальное устройство и т.п.). Для обработки твердых металлов угол заточки спирального сверла около 140°, металлы средней твердости требуют угла 110-120°, а мягкие - 90- 100°. При сверлении отверстий в толстом материале необходимо выдерживать угол «сверло — поверхность», равный 90°. Для этого используют угольник (рис. 5, в). Сверление проводят с легким нажимом на дрель. Заедание сверла на выходе его из металла сигнализирует нам о том, что отверстие почти готово. В этом случае нажим на дрель следует уменьшить. При сверлении глубоких отверстий использу 118 |








