Сделай Сам (Знание) 2008-02, страница 96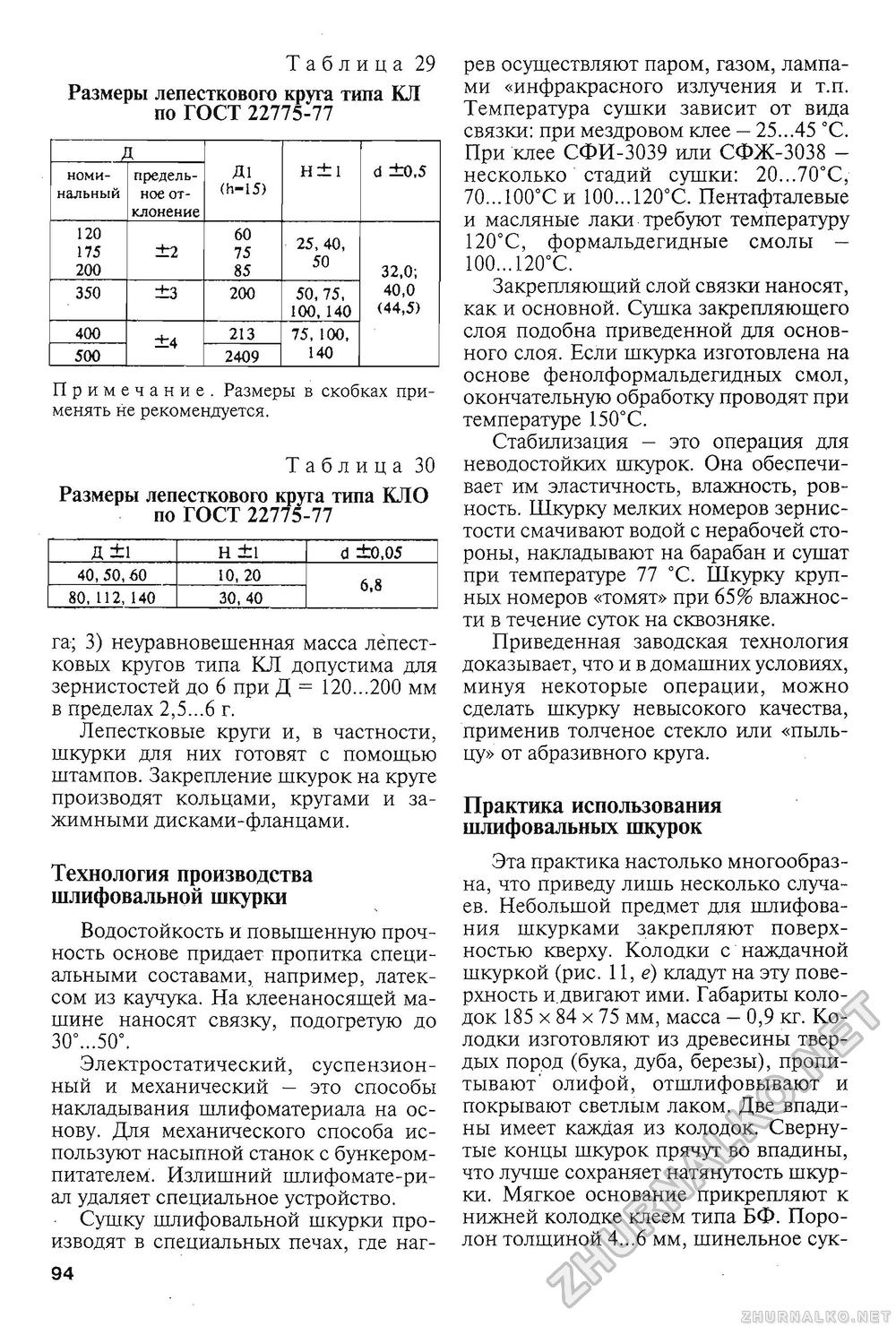
Таблица 13 Размеры лепесткового круга типа KJI по ГОСТ 22775-77 Примечание. Размеры в скобках применять не рекомендуется. га; 3) неуравновешенная масса лёпест-ковых кругов типа KJI допустима для зернистостей до 6 при Д = 120...200 мм в пределах 2,5...б г. Лепестковые крути и, в частности, шкурки для них готовят с помощью штампов. Закрепление шкурок на круге производят кольцами, кругами и зажимными дисками-фланцами. Технология производства шлифовальной шкурки Водостойкость и повышенную прочность основе придает пропитка специальными составами, например, латексом из каучука. На клеенаносящей машине наносят связку, подогретую до 30°...50°. Электростатический, суспензионный и механический — это способы накладывания шлифоматериала на основу. Для механического способа используют насыпной станок с бункером-питателем. Излишний шлифомате-ри-ал удаляет специальное устройство. Сушку шлифовальной шкурки производят в специальных печах, где наг рев осуществляют паром, газом, лампами «инфракрасного излучения и т.п. Температура сушки зависит от вида связки: при мездровом клее — 25...45 °С. При клее СФИ-3039 или СФЖ-3038 -несколько стадий сушки: 20...70°С, 70...100°С и 100...120вС. Пентафталевые и масляные лаки требуют температуру 120°С, формальдегидные смолы — Ю0...120°С. Закрепляющий слой связки наносят, как и основной. Сушка закрепляющего слоя подобна приведенной для основного слоя. Если шкурка изготовлена на основе фенолформальдегидных смол, окончательную обработку проводят при температуре 150°С. Стабилизация - это операция для неводостойких шкурок. Она обеспечивает им эластичность, влажность, ровность. Шкурку мелких номеров зернистости смачивают водой с нерабочей стороны, накладывают на барабан и сушат при температуре 77 "С. Шкурку крупных номеров «томят» при 65% влажности в течение суток на сквозняке. Приведенная заводская технология доказывает, что и в домашних условиях, минуя некоторые операции, можно сделать шкурку невысокого качества, применив толченое стекло или «пыльцу» от абразивного круга. Практика использования шлифовальных шкурок Эта практика настолько многообразна, что приведу лишь несколько случаев. Небольшой предмет для шлифования шкурками закрепляют поверхностью кверху. Колодки с наждачной шкуркой (рис. II, е) кладут на эту поверхность и двигают ими. Габариты колодок 185 х 84 х 75 мм, масса - 0,9 кг. Колодки изготовляют из древесины твердых пород (бука, дуба, березы), пропитывают' олифой, отшлифовывают и покрывают светлым лаком. Две впадины имеет каждая из колодок. Свернутые концы шкурок прячут во впадины, что лучше сохраняет натянутость шкурки. Мягкое основание прикрепляют к нижней колодке клеем типа БФ. Поролон толщиной 4...6 мм, шинельное сук
Примечание. Размеры в скобках применять не рекомендуется. Таблица 30 Размеры лепесткового круга типа KJIO по ГОСТ 22775-77 Таблица 30
94 |
||||||||||||||||||||||||||||||








