Сделай Сам (Огонек) 1999-05, страница 51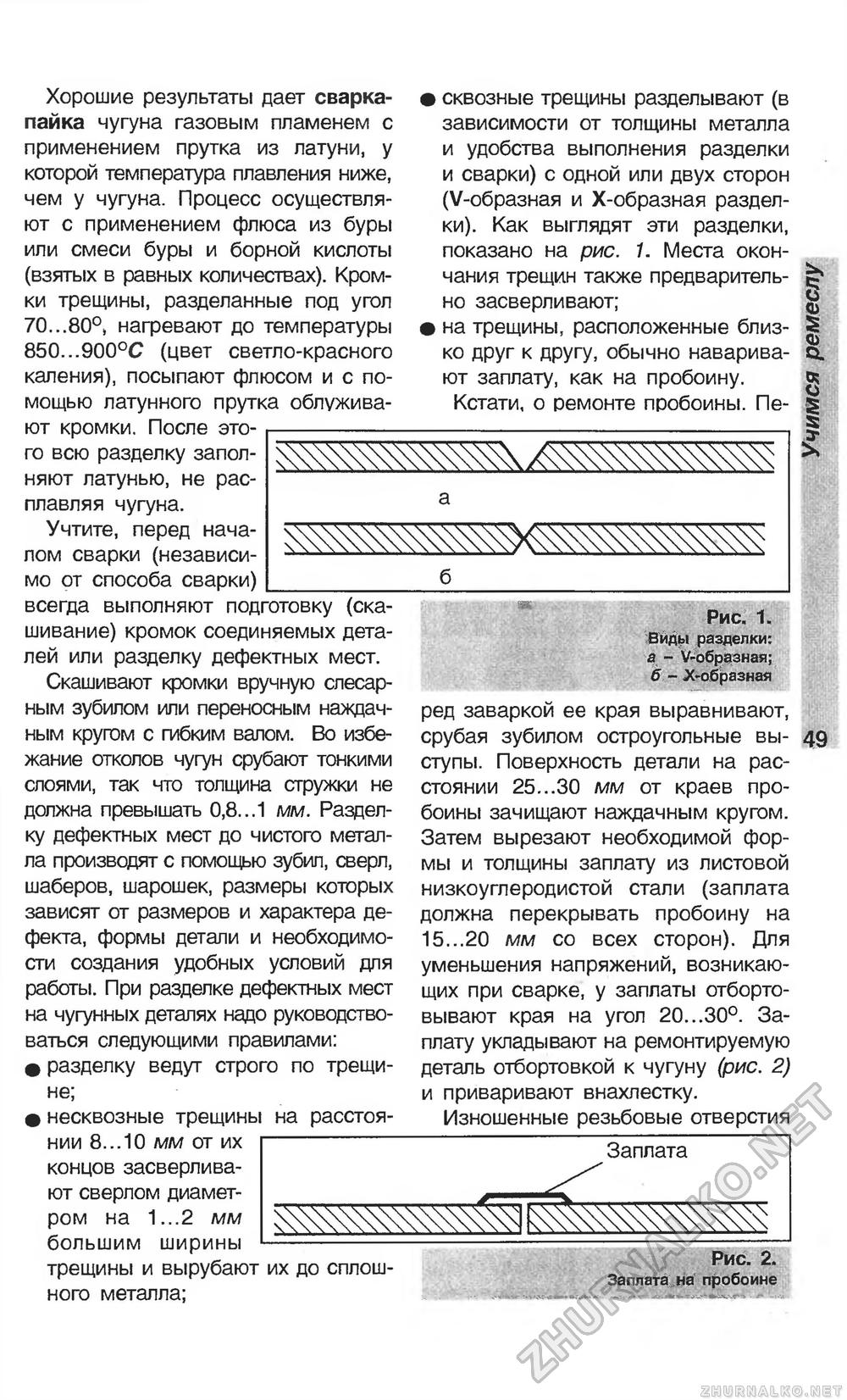
Хорошие результаты дает сварка-пайка чугуна газовым пламенем с применением прутка из латуни, у которой температура плавления ниже, чем у чугуна. Процесс осуществляют с применением флюса из буры или смеси буры и борной кислоты (взятых в равных количествах). Кромки трещины, разделанные под угол 70...80°, нагревают до температуры 850...900°С (цвет светло-красного каления), посыпают флюсом и с помощью латунного прутка облужива-ют кромки. После этого всю разделку заполняют латунью, не расплавляя чугуна. Учтите, перед началом сварки (независимо от способа сварки) всегда выполняют подготовку (скашивание) кромок соединяемых деталей или разделку дефектных мест. Скашивают кромки вручную слесарным зубилом или переносным наждачным кругом с гибким валом. Во избежание отколов чугун срубают тонкими слоями, так что толщина стружки не должна превышать 0Д..1 мм. Разделку дефектных мест до чистого металла производят с помощью зубил, сверл, шаберов, шарошек, размеры которых зависят от размеров и характера дефекта, формы детали и необходимости создания удобных условий для работы. При разделке дефектных мест на чугунных деталях надо руководствоваться следующими правилами: ф разделку ведут строго по трещине; ф несквозные трещины на расстоянии 8... 10 мм от их концов засверлива-ют сверлом диаметром на 1...2 мм большим ширины трещины и вырубают их до сплошного металла; сквозные трещины разделывают (в зависимости от толщины металла и удобства выполнения разделки и сварки) с одной или двух сторон (V-образная и Х-образная разделки). Как выглядят эти разделки, показано на рис. 1. Места окончания трещин также предварительно засверливают; на трещины, расположенные близко друг к другу, обычно наваривают заплату, как на пробоину. Кстати, о ремонте пробоины. Пе- а 4444\4444х44ХХ44444х444ч4^
Рис. 2. Заплата на пробоине I 0) § Q) а § I г Рис, 1. Виды разделки: а - V-образная; б - Х-образная ред заваркой ее края выравнивают, срубая зубилом остроугольные выступы. Поверхность детали на расстоянии 25...30 мм от краев пробоины зачищают наждачным кругом. Затем вырезают необходимой формы и толщины заплату из листовой низкоуглеродистой стали (заплата должна перекрывать пробоину на 15...20 мм со всех сторон). Для уменьшения напряжений, возникающих при сварке, у заплаты отборто-вывают края на угол 20...30°. Заплату укладывают на ремонтируемую деталь отбортовкой к чугуну (рис. 2) и приваривают внахлестку. Изношенные резьбовые отверстия 49 -A';»-.-- т5 Рис. 2. Заплата на пробоине |
|||||||||








