Сделай Сам (Огонек) 2000-01, страница 24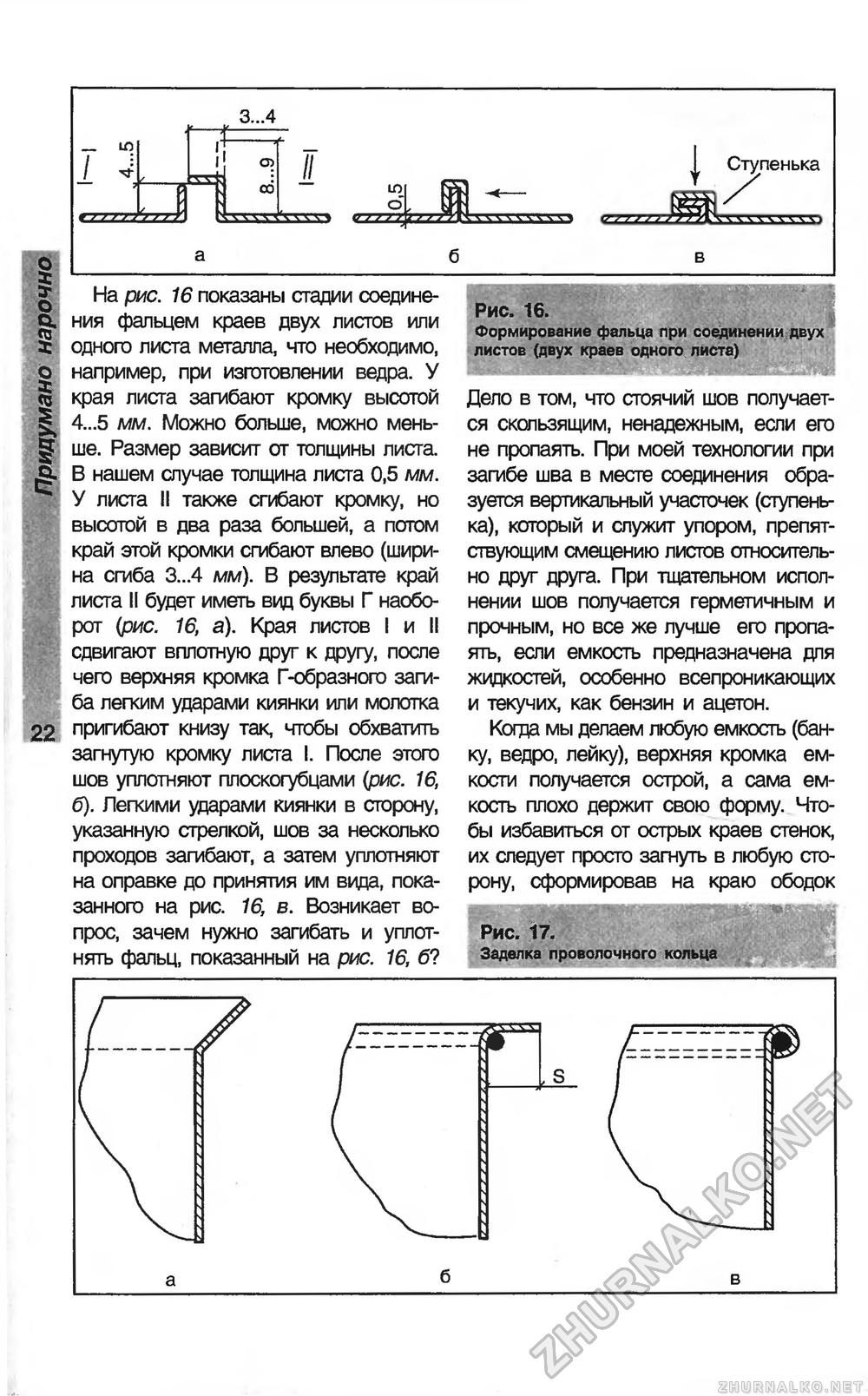
ч о ! 0 а: 1 I 3-4 OJ СО Ступенька
На рис. 16 показаны стадии соединения фальцем краев двух листов или одного листа металла, что необходимо, например, при изготовлении ведра. У края листа загибают кромку высотой 4...5 мм. Можно больше, можно меньше. Размер зависит от толщины листа. В нашем случае толщина листа 0,5 мм. У листа II также сгибают кромку, но высотой в два раза большей, а потом край этой кромки сгибают влево (ширина сгиба 3...4 мм). В результате край листа II будет иметь вид буквы Г наоборот (рис. 16, а). Края листов I и II сдвигают вплотную друг к другу, после чего верхняя кромка Г-образного загиба легким ударами киянки или молотка пригибают книзу так, чтобы обхватить загнутую кромку листа I. После этого шов уплотняют плоскогубцами (рис. 16, б). Легкими ударами киянки в сторону, указанную стрелкой, шов за несколько проходов загибают, а затем уплотняют на оправке до принятия им вида, показанного на рис. 16, в. Возникает вопрос, зачем нужно загибать и уплотнять фальц, показанный на рис. 16, б? 1 Рис. 16. Формирование фальца при соединении двух листов (двух краев одного листа) Дело в том, что стоячий шов получается скользящим, ненадежным, если его не пропаять. При моей технологии при загибе шва в месте соединения образуется вертикальный участочек (ступенька), который и служит упором, препятствующим смещению листов относительно друг друга. При тщательном исполнении шов получается герметичным и прочным, но все же лучше его пропаять, если емкость предназначена для жидкостей, особенно всепроникающих и текучих, как бензин и ацетон. Когда мы делаем любую емкость (банку, ведро, лейку), верхняя кромка емкости получается острой, а сама емкость плохо держит свою форму. Чтобы избавиться от острых краев стенок, их следует просто загнуть в любую сторону, сформировав на краю ободок Рис. 17. Заделка проволочного кольца |
||||||||








