Сделай Сам (Огонек) 2001-06, страница 11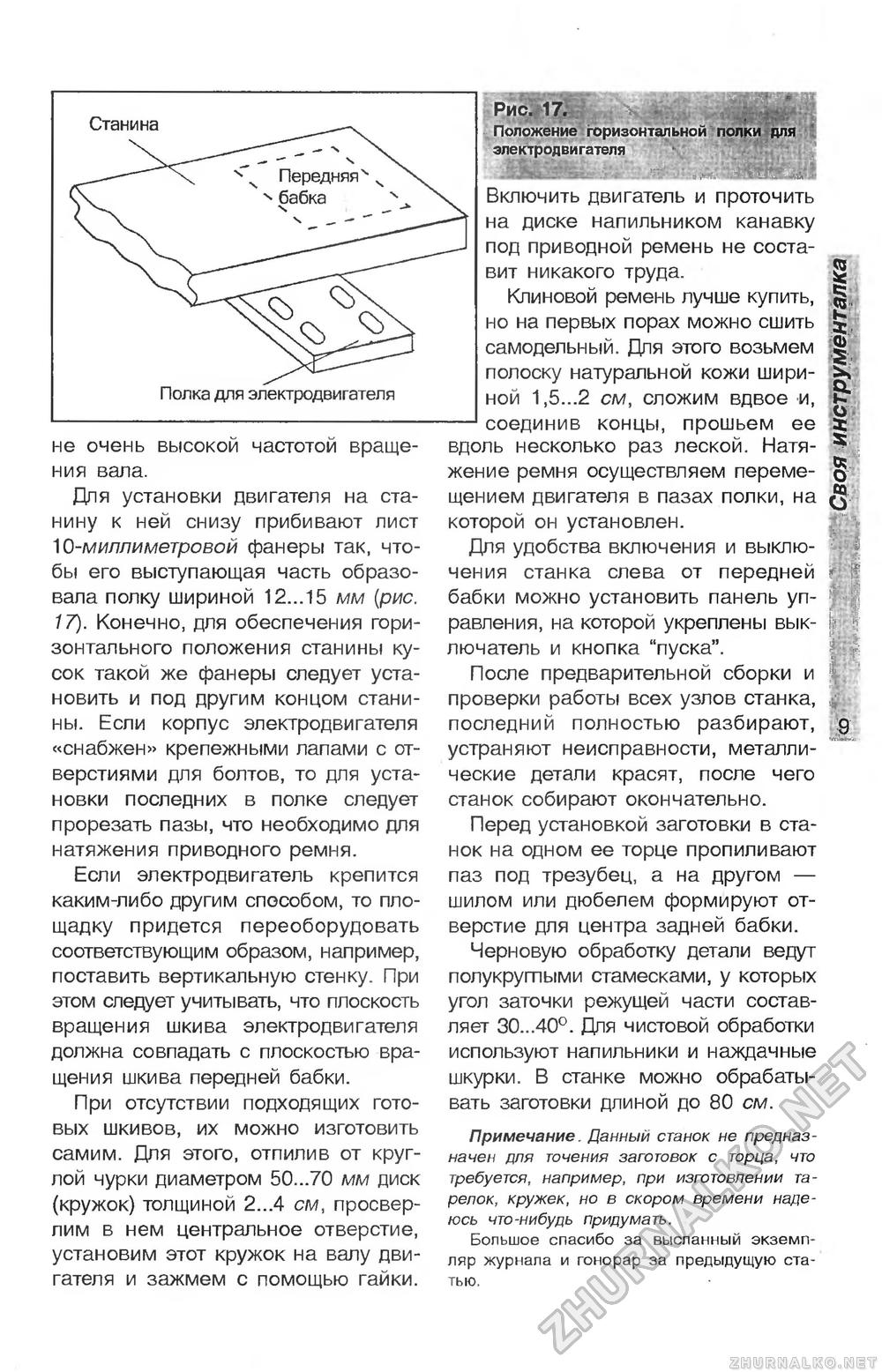
Станина Полка для электродвигателя не очень высокой частотой вращения вала. Для установки двигателя на станину к ней снизу прибивают лист ^0-миллимeтpoвoй фанеры так, чтобы его выступающая часть образовала полку шириной 12...15 мм (рис. 17). Конечно, для обеспечения горизонтального положения станины кусок такой же фанеры следует установить и под другим концом станины. Если корпус электродвигателя «снабжен» крепежными лапами с отверстиями для болтов, то для установки последних в полке следует прорезать пазы, что необходимо для натяжения приводного ремня. Если электродвигатель крепится каким-либо другим способом, то площадку придется переоборудовать соответствующим образом, например, поставить вертикальную стенку. При этом следует учитывать, что плоскость вращения шкива электродвигателя должна совпадать с плоскостью вращения шкива передней бабки. При отсутствии подходящих готовых шкивов, их можно изготовить самим. Для этого, отпилив от круглой чурки диаметром 50...70 мм диск (кружок) толщиной 2...4 см, просверлим в нем центральное отверстие, установим этот кружок на валу двигателя и зажмем с помощью гайки. Рис.17. Положение горизонтальной полки для электродвигателя Включить двигатель и проточить на диске напильником канавку под приводной ремень не составит никакого труда. Клиновой ремень лучше купить, но на первых порах можно сшить самодельный. Для этого возьмем полоску натуральной кожи шириной 1,5...2 см, сложим вдвое и, соединив концы, прошьем ее вдоль несколько раз леской. Натяжение ремня осуществляем перемещением двигателя в пазах полки, на которой он установлен. Для удобства включения и выключения станка слева от передней бабки можно установить панель управления, на которой укреплены выключатель и кнопка "пуска". После предварительной сборки и проверки работы всех узлов станка, последний полностью разбирают, устраняют неисправности, металлические детали красят, после чего станок собирают окончательно. Перед установкой заготовки в станок на одном ее торце пропиливают паз под трезубец, а на другом — шилом или дюбелем формируют отверстие для центра задней бабки. Черновую обработку детали ведут полукруглыми стамесками, у которых угол заточки режущей части составляет 30...40°. Для чистовой обработки используют напильники и наждачные шкурки. В станке можно обрабатывать заготовки длиной до 80 см. Примечание. Данный станок не предназначен для точения заготовок с торца, что требуется, например, при изготовлении тарелок, кружек, но в скором времени надеюсь что-нибудь придумать. Большое спасибо за высланный экземпляр журнала и гонорар за предыдущую статью. |








