Сделай Сам (Огонек) 2002-01, страница 45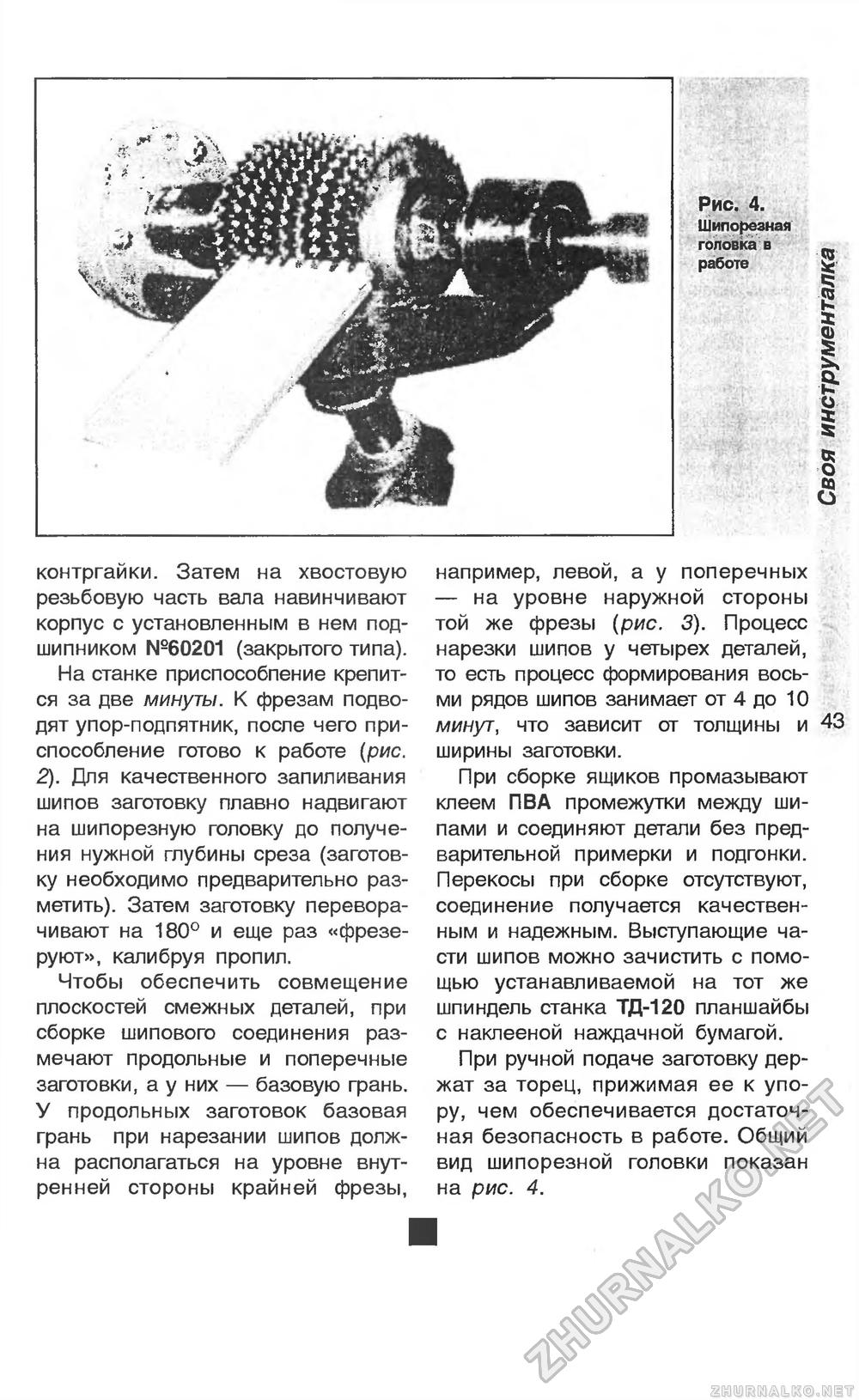
Рис. 4. Шипорезная головка в работе Е I О % 5 § 3 контргайки. Затем на хвостовую резьбовую часть вала навинчивают корпус с установленным в нем подшипником №60201 (закрытого типа). На станке приспособление крепится за две минуты. К фрезам подводят упор-подпятник, после чего приспособление готово к работе (рис. 2). Для качественного запиливания шипов заготовку плавно надвигают на шипорезную головку до получения нужной глубины среза (заготовку необходимо предварительно разметить). Затем заготовку переворачивают на 180° и еще раз «фрезеруют», калибруя пропил. Чтобы обеспечить совмещение плоскостей смежных деталей, при сборке шипового соединения размечают продольные и поперечные заготовки, а у них — базовую грань. У продольных заготовок базовая грань при нарезании шипов должна располагаться на уровне внутренней стороны крайней фрезы, например, левой, а у поперечных — на уровне наружной стороны той же фрезы (рис. 3). Процесс нарезки шипов у четырех деталей, то есть процесс формирования восьми рядов шипов занимает от 4 до 10 минут, что зависит от толщины и 43 ширины заготовки. При сборке ящиков промазывают клеем ПВА промежутки между шипами и соединяют детали без предварительной примерки и подгонки. Перекосы при сборке отсутствуют, соединение получается качественным и надежным. Выступающие части шипов можно зачистить с помощью устанавливаемой на тот же шпиндель станка ТД-120 планшайбы с наклееной наждачной бумагой. При ручной подаче заготовку держат за торец, прижимая ее к упору, чем обеспечивается достаточная безопасность в работе. Общий вид шипорезной головки показан на рис. 4. |








