Сделай Сам (Огонек) 2005-02, страница 61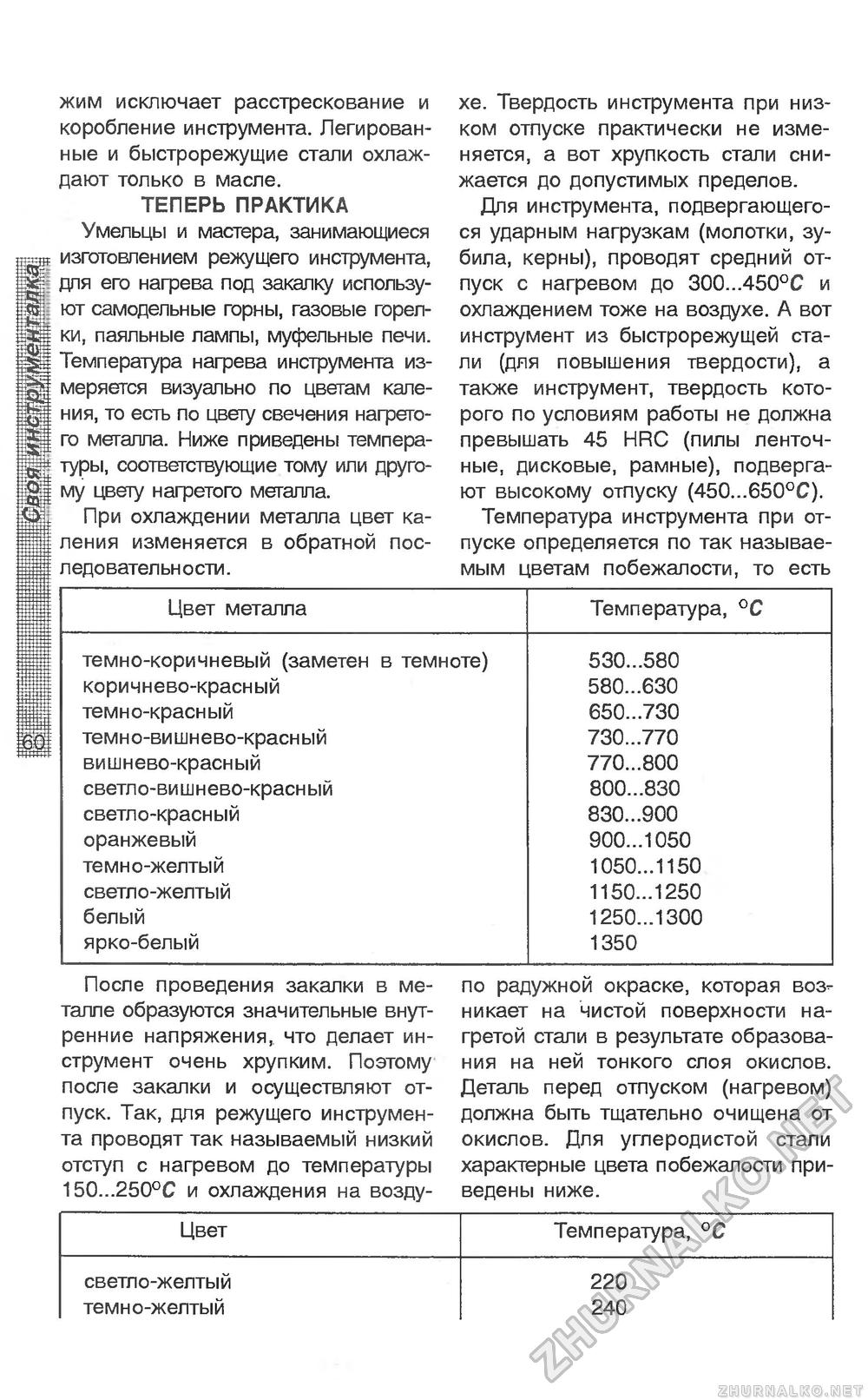
жим исключает расстрескование и коробление инструмента. Легированные и быстрорежущие стали охлаждают только в масле. ТЕПЕРЬ ПРАКТИКА Умельцы и мастера, занимающиеся изготовлением режущего инструмента, для его нагрева под закалку используют самодельные горны, газовые горелки, паяльные лампы, муфельные печи. Температура нагрева инструмента измеряется визуально по цветам каления, то есть по цвету свечения нагретого металла. Ниже приведены температуры, соответствующие тому или другому цвету нагретого металла. При охлаждении металла цвет каления изменяется в обратной последовательности. хе. Твердость инструмента при низком отпуске практически не изменяется, а вот хрупкость стали снижается до допустимых пределов. Для инструмента, подвергающегося ударным нагрузкам (молотки, зубила, керны), проводят средний отпуск с нагревом до 300...450°С и охлаждением тоже на воздухе. А вот инструмент из быстрорежущей стали (для повышения твердости), а также инструмент, твердость которого по условиям работы не должна превышать 45 HRC (пилы ленточные, дисковые, рамные), подвергают высокому отпуску (450...650°С). Температура инструмента при отпуске определяется по так называемым цветам побежалости, то есть
После проведения закалки в металле образуются значительные внутренние напряжения, что делает инструмент очень хрупким. Поэтому после закалки и осуществляют отпуск. Так, для режущего инструмента проводят так называемый низкий отступ с нагревом до температуры 150...250°С и охлаждения на возду- по радужной окраске, которая возникает на чистой поверхности нагретой стали в результате образования на ней тонкого слоя окислов. Деталь перед отпуском (нагревом) должна быть тщательно очищена от окислов. Для углеродистой стали характерные цвета побежалости приведены ниже.
|








