Сделай Сам (Огонек) 2005-02, страница 64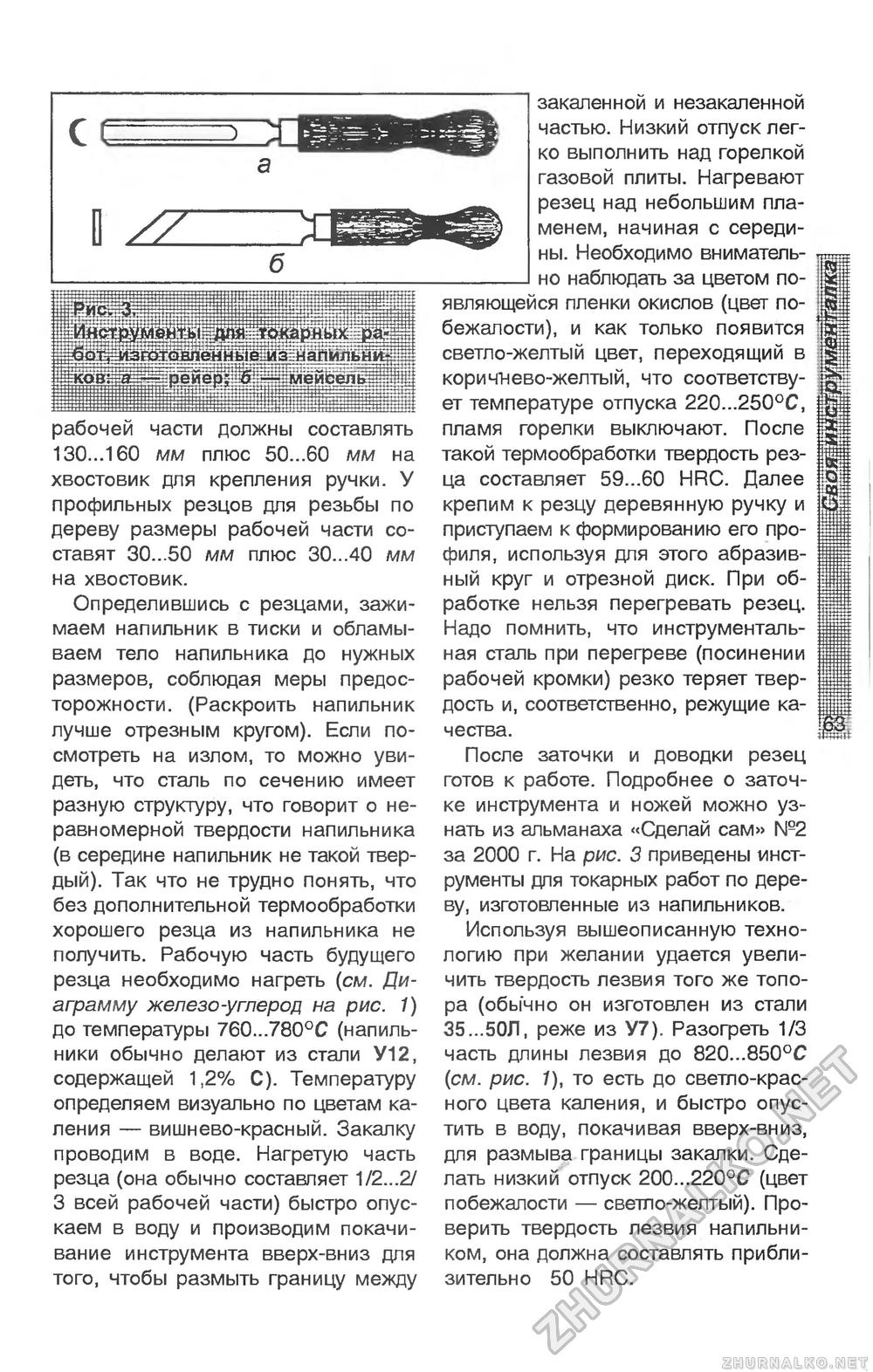
с z II рабочей части должны составлять 130...160 мм плюс 50...60 мм на хвостовик для крепления ручки. У профильных резцов для резьбы по дереву размеры рабочей части составят 30...50 мм плюс 30...40 мм на хвостовик. Определившись с резцами, зажимаем напильник в тиски и обламываем тело напильника до нужных размеров, соблюдая меры предосторожности. (Раскроить напильник лучше отрезным кругом). Если посмотреть на излом, то можно увидеть, что сталь по сечению имеет разную структуру, что говорит о неравномерной твердости напильника (в середине напильник не такой твердый). Так что не трудно понять, что без дополнительной термообработки хорошего резца из напильника не получить. Рабочую часть будущего резца необходимо нагреть (см. Диаграмму железо-углерод на рис. 1) до температуры 760...780°С (напильники обычно делают из стали У12, содержащей 1,2% С). Температуру определяем визуально по цветам каления — вишнево-красный. Закалку проводим в воде. Нагретую часть резца (она обычно составляет 1/2...2/ 3 всей рабочей части) быстро опускаем в воду и производим покачивание инструмента вверх-вниз для того, чтобы размыть границу между закаленной и незакаленнои частью. Низкий отпуск легко выполнить над горелкой газовой плиты. Нагревают резец над небольшим пламенем, начиная с середины. Необходимо внимательно наблюдать за цветом появляющейся пленки окислов (цвет побежалости), и как только появится светло-желтый цвет, переходящий в коричнево-желтый, что соответствует температуре отпуска 220...250°С, пламя горелки выключают. После такой термообработки твердость резца составляет 59...60 HRC. Далее крепим к резцу деревянную ручку и приступаем к формированию его профиля, используя для этого абразивный круг и отрезной диск. При обработке нельзя перегревать резец. Надо помнить, что инструментальная сталь при перегреве (посинении рабочей кромки) резко теряет твердость и, соответственно, режущие качества. После заточки и доводки резец готов к работе. Подробнее о заточке инструмента и ножей можно узнать из альманаха «Сделай сам» №2 за 2000 г. На рис. 3 приведены инструменты для токарных работ по дереву, изготовленные из напильников. Используя вышеописанную технологию при желании удается увеличить твердость лезвия того же топора (обычно он изготовлен из стали 35...50Л, реже из У7). Разогреть 1/3 часть длины лезвия до 820...850°С (см. рис. 1), то есть до светло-красного цвета каления, и быстро опустить в воду, покачивая вверх-вниз, для размыва границы закалки. Сделать низкий отпуск 200...220°С (цвет побежалости — светло-желтый). Проверить твердость лезвия напильником, она должна составлять приблизительно 50 HRC. щ Щ. 1ЩЙФ |








