Сделай Сам (Огонек) 2006-02, страница 45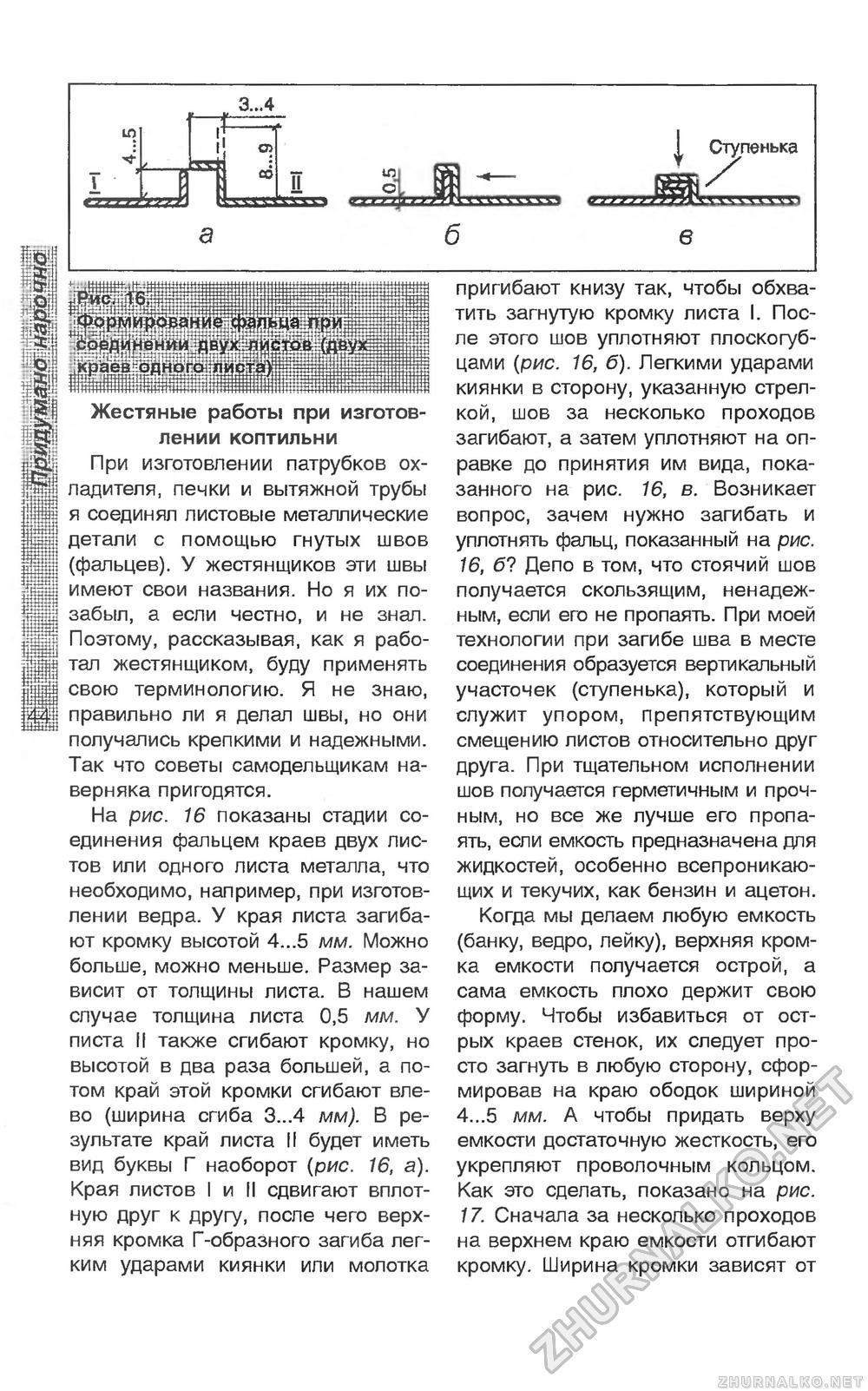
3...4
| Ступенька Жестяные работы при изготовлении коптильни При изготовлении патрубков охладителя, печки и вытяжной трубы я соединял листовые металлические детали с помощью гнутых швов (фальцев). У жестянщиков эти швы имеют свои названия. Но я их позабыл, а если честно, и не знал. Поэтому, рассказывая, как я работал жестянщиком, буду применять свою терминологию. Я не знаю, правильно ли я делал швы, но они получались крепкими и надежными. Так что советы самодельщикам наверняка пригодятся. На рис. 16 показаны стадии соединения фальцем краев двух листов или одного листа металла, что необходимо, например, при изготовлении ведра. У края листа загибают кромку высотой 4...5 мм. Можно больше, можно меньше. Размер зависит от толщины листа. В нашем случае толщина листа 0,5 мм. У писта II также сгибают кромку, но высотой в два раза большей, а потом край этой кромки сгибают влево (ширина сгиба 3...4 мм). В результате край листа II будет иметь вид буквы Г наоборот {рис. 16, а). Края листов I и II сдвигают вплотную друг к другу, после чего верхняя кромка Г-образного загиба легким ударами киянки или молотка е пригибают книзу так, чтобы обхватить загнутую кромку листа I. После этого шов уплотняют плоскогубцами (рис. 16, б). Легкими ударами киянки в сторону, указанную стрелкой, шов за несколько проходов загибают, а затем уплотняют на оправке до принятия им вида, показанного на рис. 16, в. Возникает вопрос, зачем нужно загибать и уплотнять фальц, показанный на рис. 16, б? Депо в том, что стоячий шов получается скользящим, ненадежным, если его не пропаять. При моей технологии при загибе шва в месте соединения образуется вертикальный участочек (ступенька), который и служит упором, препятствующим смещению листов относительно друг друга. При тщательном исполнении шов получается герметичным и прочным, но все же лучше его пропаять, если емкость предназначена для жидкостей, особенно всепроникающих и текучих, как бензин и ацетон. Когда мы делаем любую емкость (банку, ведро, лейку), верхняя кромка емкости получается острой, а сама емкость плохо держит свою форму. Чтобы избавиться от острых краев стенок, их следует просто загнуть в любую сторону, сформировав на краю ободок шириной 4...5 мм. А чтобы придать верху емкости достаточную жесткость, его укрепляют проволочным кольцом. Как это сделать, показано на рис. 17. Сначала за несколько проходов на верхнем краю емкости отгибают кромку. Ширина кромки зависят от |
||||||||||||||||||||||||








