Creative Woodworks & crafts 2003-03, страница 45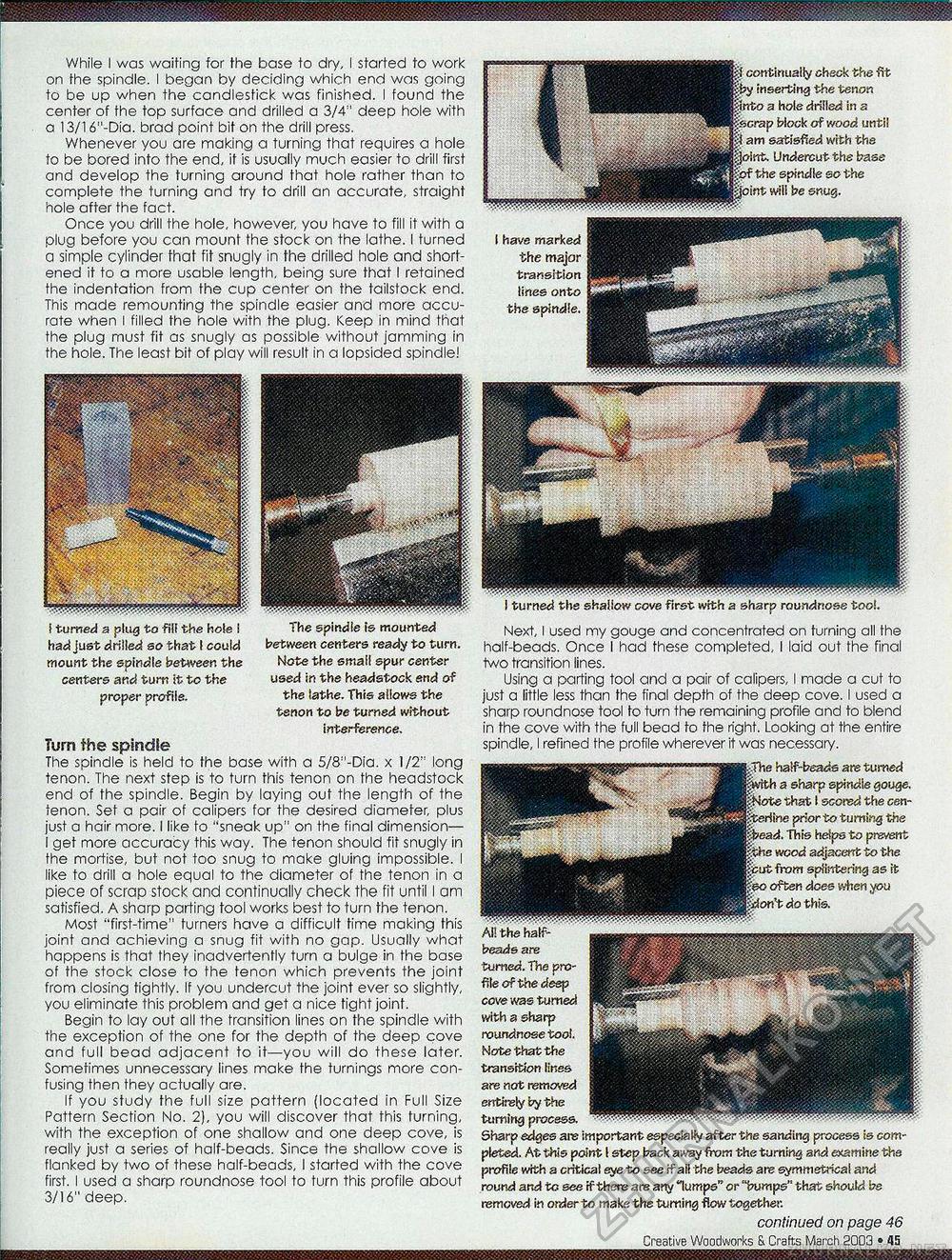
Al! the half-beads are turned. The profile of the deep cove was turned with a sharp rou.ndr.ose tool. Note that the transition lines are not removed entirety by the turning process. Sharp edges are important especially after the sanding process is completed. At this point 1 step back away from the turning and examine the profile with a critical eye to see if ail the beads are symmetrical and round and tc see if there are any "lumps" or "bumps" that should be removed in order to make the turning flow together. continued on page 46 Creative Woodworks & Crafts March 2003 • 45 While I was waiting for the base to dry, I started to work on the spindle. I began by deciding which end was going to be up when the candlestick was finished. I found the center of fhe top surface and drilled a 3/4" deep hole with a 13/16"-Dia. brad point bit on the drill press. Whenever you are making a turning that requires a hole to be bored into the end, if is usually much easier to drill first and develop the turning around that hole rather than to complete the turning and try to drill an accurate, straight hole after the fact. Once you drill the hole, however, you have to fill it with a plug before you can mount the stock on the lathe. I turned a simple cylinder that fit snugly in the drilled hole and shortened it to a more usable length, being sure that I retained the indentation from the cup center on the tailstock end. This made remounting the spindle easier and more accurate when l filled the hole with the plug. Keep in mind that the plug must fit as snugly as possible without jamming in the hole. The least bit of play will result in a lopsided spindle! The spindle Is mounted between centers ready to turn. Note the small spur center used in the headstock end of the lathe. This allows the tenon to be turned without interference. Turn the spindle The spindle is held to fhe base with a 5/8:'-Dia. x 1/2" long tenon. The next step is to turn this tenon on fhe headstock end of fhe spindle. Begin by laying out the length of the tenon. Set a pair of calipers for the desired diameter, plus just a hair more. I like to ''sneak up" on the final dimension— I get more accuracy this way. The tenon should fit snugly in the mortise, but not too snug to make gluing impossible. I like to drill a hole equal to the diameter of the tenon in a piece of scrap stock and continually check the fit until I am satisfied. A sharp parting tool works best to turn the tenon. Most "first-time" turners have a difficult time making this joint and achieving a snug fit with no gap. Usually what happens is that they inadvertently turn a bulge in the base of the stock close to the tenon which prevents the joint from closing tightly. If you undercut the joint ever so slightly, you eliminate this problem and get a nice fight joint. Begin to lay out all the transition lines on the spindle with the exception of the one for the depth of the deep cove and full bead adjacent to it—you will do these later. Sometimes unnecessary lines make fhe turnings more confusing then they actually are. If you study the full size pattern (located in Full Size Pattern Section No. 2), you will discover that this turning, with the exception of one shallow and one deep cove, is really just a series of half-beads. Since the shallow cove is flanked by two of these half-beads, I started with the cove first. I used a sharp roundnose tool to turn this profile about 3/16" deep. I turned a plug to fill the hole I had just drilled so that I could mount the spindle between the centers and turn it to the proper profile. I have marked the major transition lines onto the spindle. I turned the shallow cove first with a sharp roundnose tool. Next, I used my gouge and concentrated on turning all the half-beads. Once 1 had these completed, I laid out the final two transition lines. Using a parting tool and a pair of calipers, I made a cut to just a little less than the final depth of the deep cove. I used a sharp roundnose tool to turn the remaining profile and to blend in the cove with the full bead to the right. Looking at the entire spindle, I refined the profile wherever it was necessary. if continually check the fit ifey inserting the tenon ■into a hole drilled in a Jscrap block of wood until am satisfied with the sjoirtt. Undercut the base Serf the spindle so the |oint will be snug. fc.Ths half-beads are turned i a sharp spindle gouge. (SHote that I scored the cen-jjterline prior to turning the Ebead. This helps to prevent E&he wood adjacent to the lieutfrom splintering as it Kgo often does when you Isdon't do this. |








