Woodworker's Journal 1983-7-2, страница 46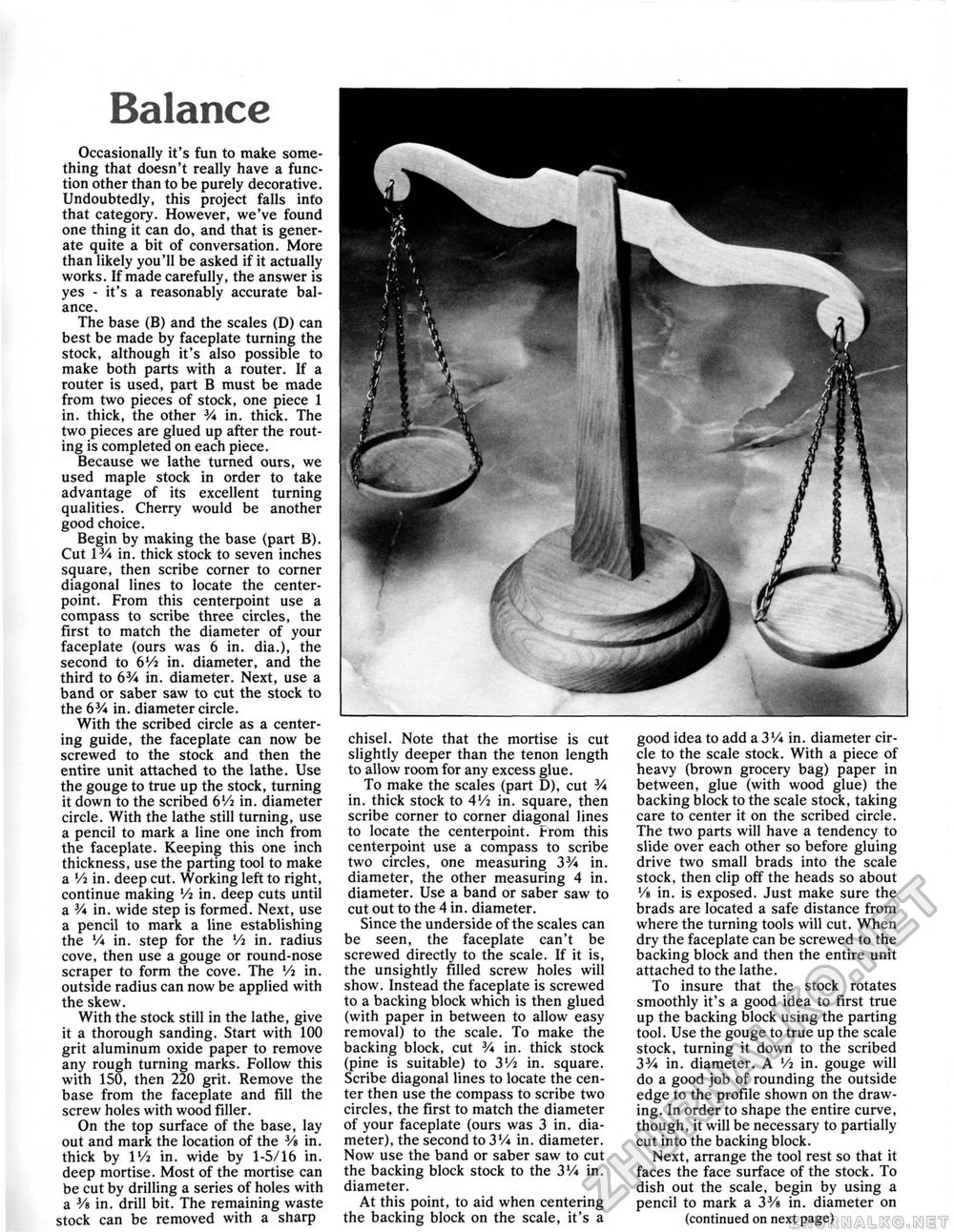
Balance Occasionally it's fun to make something that doesn't really have a function other than to be purely decorative. Undoubtedly, this project falls into that category. However, we've found one thing it can do, and that is generate quite a bit of conversation. More than likely you'll be asked if it actually works. If made carefully, the answer is yes - it's a reasonably accurate balance. The base (B) and the scales (D) can best be made by faceplate turning the stock, although it's also possible to make both parts with a router. If a router is used, part B must be made from two pieces of stock, one piece 1 in. thick, the other V* in. thick. The two pieces are glued up after the routing is completed on each piece. Because we lathe turned ours, we used maple stock in order to take advantage of its excellent turning qualities. Cherry would be another good choice. Begin by making the base (part B). Cut IV* in. thick stock to seven inches square, then scribe corner to corner diagonal lines to locate the center-point. From this centerpoint use a compass to scribe three circles, the first to match the diameter of your faceplate (ours was 6 in. dia.), the second to 6V2 in. diameter, and the third to 63/« in. diameter. Next, use a band or saber saw to cut the stock to the 63A in. diameter circle. With the scribed circle as a centering guide, the faceplate can now be screwed to the stock and then the entire unit attached to the lathe. Use the gouge to true up the stock, turning it down to the scribed 6V2 in. diameter circle. With the lathe still turning, use a pencil to mark a line one inch from the faceplate. Keeping this one inch thickness, use the parting tool to make a Vi in. deep cut. Working left to right, continue making Vi in. deep cuts until a V* in. wide step is formed. Next, use a pencil to mark a line establishing the Vi in. step for the Vi in. radius cove, then use a gouge or round-nose scraper to form the cove. The Vi in. outside radius can now be applied with the skew. With the stock still in the lathe, give it a thorough sanding. Start with 100 grit aluminum oxide paper to remove any rough turning marks. Follow this with 150, then 220 grit. Remove the base from the faceplate and fill the screw holes with wood filler. On the top surface of the base, lay out and mark the location of the Vt in. thick by IV2 in. wide by 1-5/16 in. deep mortise. Most of the mortise can be cut by drilling a series of holes with a Vt in. drill bit. The remaining waste stock can be removed with a sharp chisel. Note that the mortise is cut slightly deeper than the tenon length to allow room for any excess glue. To make the scales (part D), cut V* in. thick stock to 4Vi in. square, then scribe corner to corner diagonal lines to locate the centerpoint. Prom this centerpoint use a compass to scribe two circles, one measuring 33/i in. diameter, the other measuring 4 in. diameter. Use a band or saber saw to cut out to the 4 in. diameter. Since the underside of the scales can be seen, the faceplate can't be screwed directly to the scale. If it is, the unsightly filled screw holes will show. Instead the faceplate is screwed to a backing block which is then glued (with paper in between to allow easy removal) to the scale. To make the backing block, cut V* in. thick stock (pine is suitable) to 3Vi in. square. Scribe diagonal lines to locate the center then use the compass to scribe two circles, the first to match the diameter of your faceplate (ours was 3 in. diameter), the second to 3Vi in. diameter. Now use the band or saber saw to cut the backing block stock to the 3Vi in. diameter. At this point, to aid when centering the backing block on the scale, it's a good idea to add a 3Vi in. diameter circle to the scale stock. With a piece of heavy (brown grocery bag) paper in between, glue (with wood glue) the backing block to the scale stock, taking care to center it on the scribed circle. The two parts will have a tendency to slide over each other so before gluing drive two small brads into the scale stock, then clip off the heads so about Vt in. is exposed. Just make sure the brads are located a safe distance from where the turning tools will cut. When dry the faceplate can be screwed to the backing block and then the entire unit attached to the lathe. To insure that the stock rotates smoothly it's a good idea to first true up the backing block using the parting tool. Use the gouge to true up the scale stock, turning it down to the scribed 3V* in. diameter. A Vi in. gouge will do a good job of rounding the outside edge to the profile shown on the drawing. In order to shape the entire curve, though, it will be necessary to partially cut into the backing block. Next, arrange the tool rest so that it faces the face surface of the stock. To dish out the scale, begin by using a pencil to mark a 3Vt in. diameter on (continued on next page) |








