Техника - молодёжи 1936-01, страница 36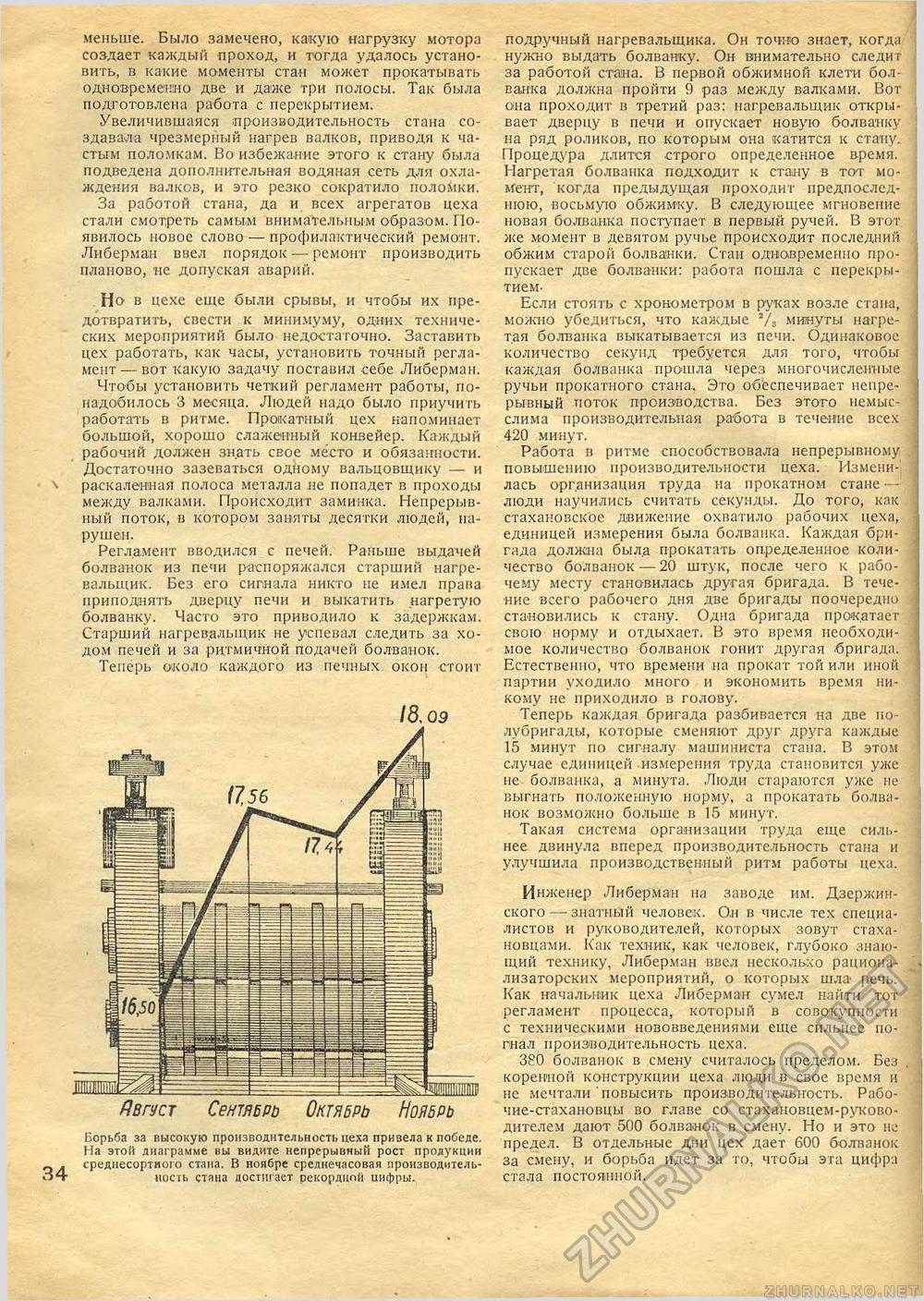
меньше. Было замечено, какую нагрузку мотора создает каждый проход, и тогда удалось установить, в какие моменты стан может прокатывать одновременно две и даже три полосы. Так была подготовлена работа с перекрытием. Увеличившаяся производительность стана создавала чрезмерный нагрев валков, приводя к частым поломкам. В'о; избежание этого к стану была подведена дополнительная водяная сеть для охлаждения валков, и это резко сократило поломки. За работой стана, да и всех агрегатов цеха стали смотреть самым внимательным образом. Появилось новое слово — профилактический ремонт. Либерман ввел порядок — ремонт производить планово, не допуская аварий. . Но в цехе еще были срывы, и чтобы их предотвратить, свести к минимуму, одних технических мероприятий было недостаточно. Заставить цех работать, как часы, установить точный регламент — вот какую задачу поставил себе Либерман. Чтобы установить четкий регламент работы, понадобилось 3 месяца. Людей надо было приучить работать в ритме. Прокатный цех напоминает большой, хорошо слаженный конвейер. Каждый рабочий должен знать свое место и обязанности. Достаточно зазеваться одному вальцовщику — и раскаленная полоса металла не попадет в проходы между валками. Происходит заминка. Непрерывный поток, в котором заняты десятки людей, нарушен. Регламент вводился с печей. Раньше выдачей болванок из печи распоряжался старший нагревальщик. Без его сигнала никто не имел права приподнять дверцу печи и выкатить нагретую болванку. Часто это приводило к задержкам. Старший нагрев,алыцик не успевал следить за ходом печей и за ритмичной подачей болванок. Теперь около каждого из печных, окон стоит 18.09 Дв густ Сентябрь Октябрь Ноябрь Борьба за высокую производительность цеха привела к победе. На этой диаграмме вы видите непрерывный рост продукции среднесортиого стана. В ноябре среднечасовая производительность стана достигает рекордной цифры. подручный нагревальщика. Он точно знает, когда нужно выдать болванку. Он внимательно следит за работой стана. В первой обжимной клети болванка должна пройти 9 раз между валками. Вот она проходит в третий раз: нагревальщик открывает дверцу в печи и опускает новую болванку на ряд роликов, по которым она катится к стану. Процедура длится строго определенное время. Нагретая болванка подходит к стану в тот момент, когда предыдущая проходит предпоследнюю, восьмую обжимку. В следующее мгновение новая болванка поступает в первый ручей. В этот же момент в девятом ручье происходит последний обжим старой болванки. Стаи одновременно пропускает две болванки: работа пошла с перекры- ■ тием- Если стоять с хронометром в руках возле стана, можно убедиться, что каждые 2/3 минуты нагретая болванка выкатывается из печи. Одинаковое количество секунд требуется для того, чтобы каждая болванка прошла через многочисленные ручьи прокатного- стана, Это об'еспечивает непрерывный поток производства. Без этого немыс-слима производительная работа в течение всех 420 минут. Работа в ритме способствовала непрерывному . повышению производительности цеха. Измени-] лась организация труда на прокатном станс —• ■ люди научились считать секунды. До того, как стахановское движение охватило рабочих цеха, единицей измерения была болванка. Каждая бригада должна был.а прокатать определенное количество болванок — 20 штук, после чего к рабо- ■ чему месту становилась другая бригада. В течение всего рабочего дня две бригады поочередно . становились к стану. Одна бригада прокатает свою норму и отдыхает, В это время необходимое количество болванок гонит другая бригада. Естественно, что времени на прокат той или иной партии уходило много и экономить время никому не приходило в голову. Теперь каждая бригада разбивается на две полубригады, которые сменяют друг друга каждые 15 минут по сигналу машиниста стана. В этом случае единицей-измерения труда становится уже не- болванка, а минута. Люди стараются уже не выгнать положенную норму, а прокатать болванок возможно больше в 15 минут. Такая система организации труда еще сильнее двинула вперед производительность стана и улучшила производственный ритм работы цеха. Инженер Либерман на заводе им. Дзержинского— знатный человек. Он в числе тех специалистов и руководителей, которых зовут стахановцами. Как техник, как человек, глубоко знающий технику, Либерман ввел несколько рационализаторских мероприятий, о которых шла речь. Как начальник цеха Либерман сумел найти тот регламент процесса, который в совокупности с техническими нововведениями еще сильнее погнал производительность цеха. 380 болванок в .смену считалось пределом. Без . коренной конструкции цеха люди в свое время и не мечтали ' повысить производительность. Рабочие-стахановцы во главе со стахановцем-руководителем дают 500 болванок в смену. Но и это не предел. В отдельные дни цех дает 600 болванок за смену, и борьба идет за то, чтобы эта цифра стала постоянной. |








