Техника - молодёжи 1937-01, страница 28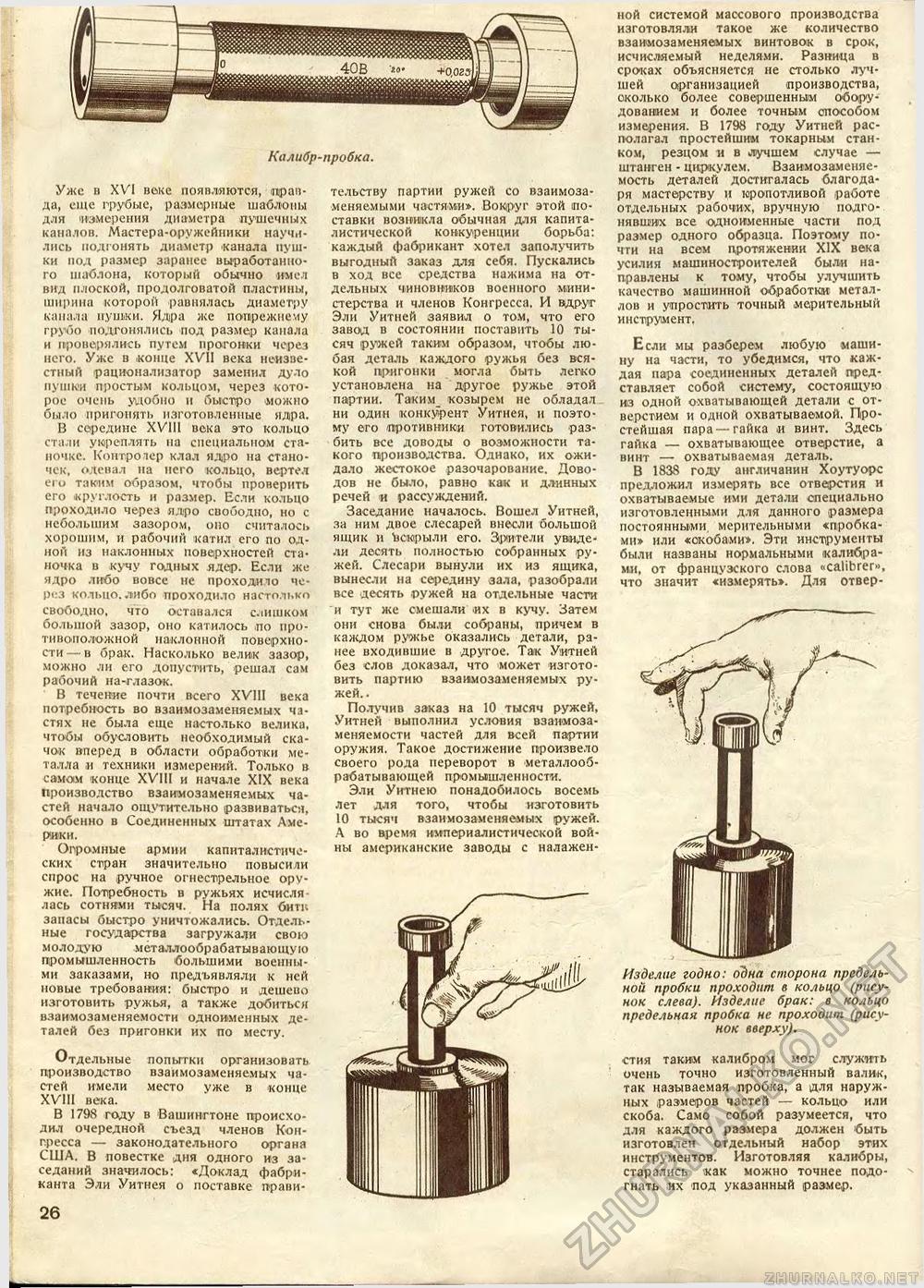
Уже в XVI веке появляются, (правда, еще грубые, размерные шаблоны для (измерения диаметра пушечных каналов. Мастера-оружейники научились подгонять диаметр .канала пушки под размер заранее выработанного шаблона, который обычно имел вид плоской, продолговатой пластины, ширина которой равнялась диаметру канала пушки. Ядра же погарежнему грубо подгонялись под размер канала и проверялись путем прогонки через него. Уже в .конце XVII века неизвестный рационализатор заменил дуло пушки простым кольцом, через которое очень удобно и быстро можно было пригонять изготовленные ядра. В середине XVIII века это кольцо стали укреплять на специальном станочке. Контролер клал ядро на станочек, одевал на него кольцо, вертел его таким образом, чтобы проверить его круглость и размер. Если кольцо проходило через ядро свободно, но с небольшим зазором, оно считалось хорошим, и рабочий катил его по одной из наклонных поверхностей станочка в кучу годных ядер. Если же ядро либо вовсе не проходило через кольцо, либо проходило настолько свободно, что оставался слишком большой зазор, оно катилось .по противоположной наклонной поверхности— в брак. Насколько велик зазор, можно ли- его допустить, решал сам рабочий на-глазок. В течение почти всего XVIII века потребность во взаимозаменяемых частях не была еще настолько велика, чтобы обусловить необходимый скачок вперед в области обработки металла и техники измерений. Только в самом конце XVIII и начале XIX века производство взаимозаменяемых частей начало ощутительно развиваться, особенно в Соединенных штатах Америки. Огромные армии капиталистических стран значительно повысили спрос на ручное огнестрельное оружие. Потребность в ружьях исчислялась сотнями тысяч. На полях бит» запасы быстро уничтожались. Отдельные государства загружали свою молодую металлообрабатывающую промышленность большими военными заказами, но предъявляли к ней новые требования: быстро и дешево изготовить ружья, а также добиться взаимозаменяемости одноименных деталей без пригонки их по месту. Отдельные попытки организовать, производство взаимозаменяемых частей имели место уже в конце XVIII века. В 1798 году в Вашингтоне происходил очередной съезд членов Конгресса — законодательного органа США. В повестке дня одного из заседаний значилось: «Доклад фабриканта Эли Уитнея о поставке прави- 26 тельству партии ружей со взаимозаменяемыми частями». Вокруг этой поставки возникла обычная для капиталистической конкуренции борьба: каждый фабрикант хотел заполучить выгодный заказ для себя. Пускались в ход все средства нажима на отдельных чиновников военного министерства и членов Конгресса, И вдруг Эли Уитней заявил о том, что его завод в состоянии поставить 10 тысяч ружей таким образом, чтобы любая деталь каждого ружья без всякой пригонки могла быть легко установлена на другое ружье этой партии. Таким , козырем не обладал ни один конкурент Уитнея, и поэтому его 'Противники готовились разбить все доводы о возможности такого производства. Однако, их ожидало жестокое разочарование. Доводов не было, равно как и длинных речей и рассуждений. Заседание началось. Вошел Уитней, за ним двое слесарей внесли большой ящик и Ъшрыли его. Зрители увидели десять полностью собранных ружей. Слесари вынули их из ящика, вынесли на середину зала, разобрали все десять ружей на отдельные части "и тут же смешали их в кучу. Затем они снова были собраны, причем в каждом ружье оказались детали, ранее входившие в другое. Так Уитней без слов доказал, что .может изготовить партию взаимозаменяемых ружей.. Получив заказ на 10 тысяч ружей, Уитней выполнил условия взаимозаменяемости частей для всей партии оружия. Такое достижение произвело своего рода переворот в .металлообрабатывающей промышленности. Эли Уитнею понадобилось восемь лет для того, чтобы изготовить 10 тысяч взаимозаменяемых ружей. А во время империалистической войны американские заводы с налажен ной системой массового производства изготовляли такое же количество взаимозаменяемых винтовок в срок, исчисляемый неделями. Разница в сроках объясняется не столько лучшей организацией производства, сколько более совершенным оборудованием и более точным способом измерения. В 1798 году Уитней располагал простейшим токарным станком, резцом и в лучшем случае — штанген - циркулем, Взаимозаменяемость деталей достигалась благодаря мастерству 1,1 кропотливой работе отдельных рабочих, вручную подгонявших все одноименные части под размер одного образца. Поэтому почти на всем протяжении XIX века усилия машиностроителей были направлены к тому, чтобы улучшить качество машинной обработки металлов и упростить точный мерительный инструмент, Если мы разберем любую машину на части, то убедимся, что каждая пара соединенных деталей представляет собой систему, состоящую из одной охватывающей детали с отверстием и одной охватываемой, Простейшая пара — гайка и винт. Здесь гайка — охватывающее отверстие, а винт — охватываемая деталь. В 1838 году англичанин Хоутуорс предложил измерять все отверстия и охватываемые ими детали специально изготовленными для данного размера постоянными, мерительными «пробками» или «скобами». Эти инструменты были названы нормальными калибрами, от французского слова «calibrer», что значит «измерять». Для отвер- Изделче годно: одна сторона предельной пробки проходит в кольцо (рисунок слева). Изделие брак: в кольцо предельная пробка не проходит (рисунок вверху). стия таким калибром мог служить очень точно изготовленный валик, так называемая пробка, а для наружных размеров частей — кольцо или скоба. Само собой разумеется, что для каждого размера должен 'быть изготовлен отдельный набор этих инструментов. Изготовляя калибры, старались как можно точнее подогнать их иод указанный размер. |








