Техника - молодёжи 1938-08-09, страница 33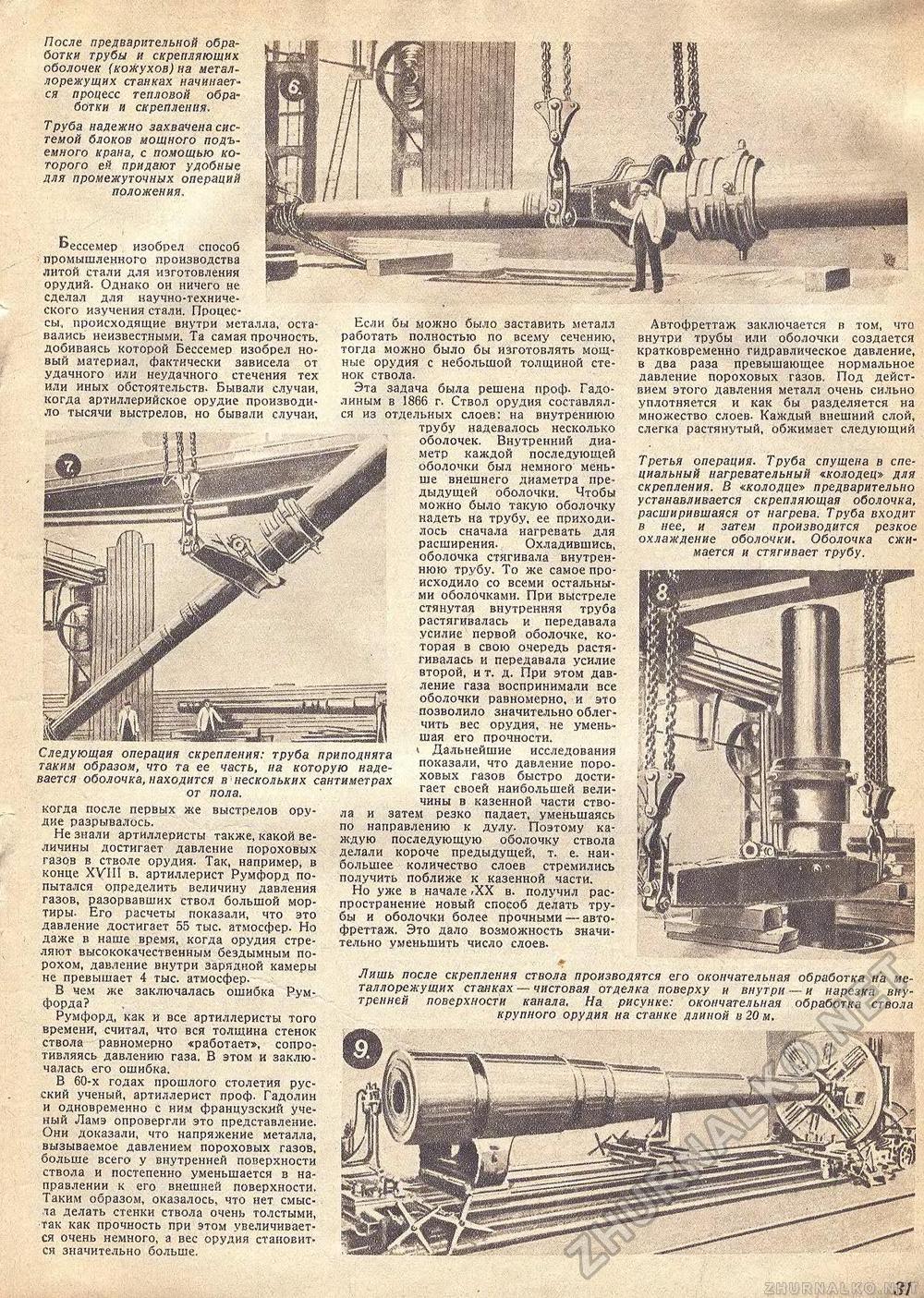
После предварительной обработки трубы и скрепляющих оболочек (кожухов) на металлорежущих станках начинается процесс тепловой обработки и скрепления. Труба надежно захвачена системой блоков мощного подъемного крана, с помощью которого ей придают удобные для промежуточных операций положения. Бессемер изобрел способ промышленного производства литой стали для изготовления орудий. Однако он ничего не сделал для научно-технического изучения стали. Процессы. происходящие внутри металла, оставались неизвестными. Та самая прочность, добиваясь которой Бессемер изобрел новый материал, фактически зависела от удачного или неудачного стечения тех или иных обстоятельств. Бывали случаи, когда артиллерийское орудие производило тысячи выстрелов, но бывали случаи. Если бы можно было заставить металл работать полностью по всему сечению, тогда можно было бы изготовлять мощные орудия с небольшой толщиной сте- Эта задача была решена проф. Гадо-линым в 1866 г. Ствол орудия составлял- Автофреттаж заключается в том, что внутри трубы или оболочки создается кратковременно гидравлическое давление, в два раза превышающее нормальное давление пороховых газов. Под действием этого давления металл очень сильно уплотняется и как бы разделяется на множество слоев. Каждый внешний слой, слегка растянутый, обжимает следующий Следующая операция скрепления: груба приподнята таким образом, что та ее часть, на которую надевается оболочка, находится в нескольких сантиметрах от пола. когда после первых же выстрелов орудие разрывалось. Не знали артиллеристы также, какой ве-достигает давление пороховых I в стволе орудия. Так, например, в : XVIII в. артиллерист Румфорд по-— определить величину давления газов, разорвавших ствол большой мортиры. Его расчеты показали, что это давление достигает 65 тыс. атмосфер. Но даже в наше время, когда орудия стреляют высококачественным бездымным порохом, давление внутри зарядной камеры не превышает 4 тыс. атмосфер. В чем же заключалась ошибка Рум-форда? Румфорд, как и все артиллеристы того времени, считал, что вся толщина стенок ствола равномерно «работает», сопротивляясь давлению газа. В этом и чалась его ошибка. В 60-х годах прошлого столет!. ский ученый, артиллерист проф. Гадолин и одновременно с ним французский ученый Ламэ опровергли это представление. Они доказали, что напряжение вызываемое давлением пороховых газов, больше всего у внутренней поверхности ствола и постепенно уменьшается в направлении к его внешней поверхности, Таким образом, оказалось, что нет смыс- так как прочность при этом ся очень немного, а вес opyj ся значительно больше. можно было такую оболочку надеть на трубу, ее приходилось сначала нагревать для расширения. Охладившись, оболочка стягивала внутреннюю трубу. То же самое происходило со всеми остальными оболочками. При выстреле стянутая внутренняя труба растягивалась и передавала усилие первой оболочке, которая в свою очередь растягивалась и передавала усилие второй, и т. д. При этом давление газа воспринимали все оболочки равномерно, и это позволило значительно облегчить вес орудия, не уменьшая его прочности. > Дальнейшие исследования показали, что давление пороховых газов быстро достигает своей наибольшей величины в казенной части ствола и затем резко падает, уменьшаясь по направлению к дулу- Поэтому каждую последующую оболочку ствола делали короче предыдущей, т. е. наибольшее количество слоев стремились получить поближе к казенной части. Но уже в начале -XX в. получил распространение новый способ делать трубы и оболочки более прочными — авто-фреттаж. Это дало возможность значительно уменьшить число слоев. Третья операция. Труба спущена в специальный нагревательный «колодец» для скрепления. В «колодце» предварительно устанавливается скрепляющая оболочка, расширившаяся от нагрева. Труба входит в нее, и затем производится резкое оболочки. Оболочка сжимается и стягивает трубу. Лишь после скрепления ствола производятся его окончательная обработка на металлорежущих станках— чистовая отделка поверху и внутри — и нарезка внутренней поверхности канала. На рисунке: окончательная обработка ствола крупного орудия на станке длиной в 20 м. 31 |








