Техника - молодёжи 1941-03, страница 10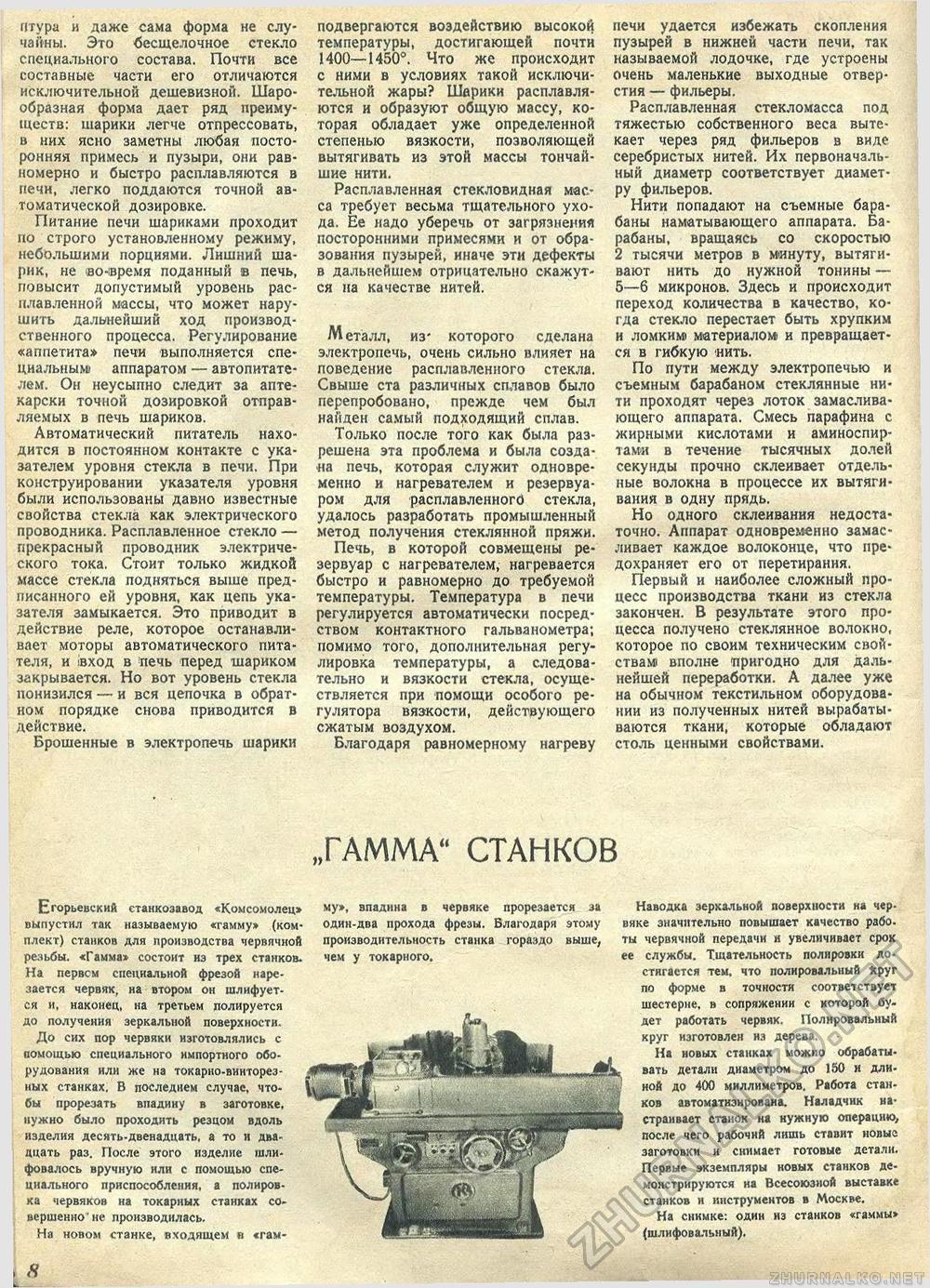
Птура и даже сама форма не случайны. Это бесщелочное стекло специального состава. Почти все составные части его отличаются исключительной дешевизной. Шарообразная форма дает ряд преимуществ: шарики легче отпрессовать, в них ясно заметны любая посторонняя примесь и пузыри, они равномерно и быстро расплавляются в печи, легко поддаются точной автоматической дозировке. Питание печи шариками проходит по строго установленному режиму, небольшими порциями. Лишний шарик, не <во-время поданный в печь, повысит допустимый уровень расплавленной массы, что может нарушить дальнейший ход производственного процесса. Регулирование «аппетита» печи выполняется специальным» аппаратом — автопитателем. Он неусыпно следит за аптекарски точной дозировкой отправляемых в печь шариков. Автоматический питатель находится в постоянном контакте с указателем уровня стекла в печи. При конструировании указателя уровня были использованы давно известные свойства стекла как электрического проводника. Расплавленное стекло — прекрасный проводник электрического тока. Стоит только жидкой массе стекла подняться выше предписанного ей уровня, как цепь указателя замыкается. Это приводит в действие реле, которое останавливает моторы автоматического питателя, и (вход в йечь перед шариком закрывается. Но вот уровень стекла понизился — и вся цепочка в обратном порядке снова приводится в действие. Брошенные в электропечь шарики подвергаются воздействию высокой температуры, достигающей почти 1400—1450°. Что же происходит с ними в условиях такой исключительной жары? Шарики расплавляются и образуют общую массу, которая обладает уже определенной степенью вязкости, позволяющей вытягивать из этой массы тончайшие нити. Расплавленная стекловидная масса требует весьма тщательного ухода. Ее надо уберечь от загрязнения посторонними примесями и от образования пузырей, иначе эти дефекты в дальнейшем отрицательно скажутся на качестве нитей. Металл, из- которого сделана электропечь, очень сильно влияет на поведение расплавленного стекла. Свыше ста различных сплавов было перепробовано, прежде чем был найден самый подходящий сплав. Только после того как была разрешена эта проблема и была создана печь, которая служит одновременно и нагревателем и резервуаром для расплавленного стекла, удалось разработать промышленный метод получения стеклянной пряжи. Печь, в которой совмещены резервуар с нагревателем; нагревается быстро и равномерно до требуемой температуры. Температура в печи регулируется автоматически посредством контактного гальванометра; помимо того, дополнительная регулировка температуры, а следовательно и вязкости стекла, осуществляется при помощи особого регулятора вязкости, действующего сжатым воздухом. Благодаря равномерному нагреву печи удается избежать скопления пузырей в нижней части печи, так называемой лодочке, где устроены очень маленькие выходные отверстия — фильеры. Расплавленная стекломасса под тяжестью собственного веса вытекает через ряд фильеров в виде серебристых нитей. Их первоначальный диаметр соответствует диаметру фильеров. Нити попадают на съемные барабаны наматывающего аппарата. Барабаны, вращаясь со скоростью 2 тысячи метров в минуту, вытягивают нить до нужной тонины — 5—6 микронов. Здесь и происходит переход количества в качество, когда стекло перестает быть хрупким и ломким материалом и превращается в гибкую «ить. По пути между электропечью и съемным барабаном стеклянные нити проходят через лоток замасливающего аппарата. Смесь парафина с жирными кислотами и аминоспир-тами в течение тысячных долей секунды прочно склеивает отдельные волокна в процессе их вытягивания в одну прядь. Но одного склеивания недостаточно. Аппарат одновременно замасливает каждое волоконце, что предохраняет его от перетирания. Первый и наиболее сложный процесс производства ткани из стекла закончен. В результате этого процесса получено стеклянное волокно, которое по своим техническим свойствам! вполне пригодно для Дальнейшей переработки. А далее уже на обычном текстильном оборудовании из полученных нитей вырабатываются ткани, которые обладают столь ценными свойствами. ГАММА" СТАНКОВ Егорьевский станкозавод «Комсомолец» выпустил так называемую «гамму» (комплект) станков для производства червячной резьбы. «Гамма» состоит из трех станков. На первом специальной фрезой нарезается червяк, на втором он шлифуется и, наконец, на третьем полируется до получения зеркальной поверхности. До сих пор червяки изготовлялись с помощью специального импортного оборудования или же на токарно-винторез-ных станках. В последнем случае, что-бы прорезать впадииу в заготовке, нужно было проходить резцом вдоль изделия десять-двенадцать, а то и двадцать раз. После этого изделие шлифовалось вручную или с помощью специального приспособления, а полировка червяков на токарных станках со-вершенно' не производилась. На новом станке, входящем в «гам му», впадина в червяке прорезается за один-два прохода фрезы. Благодаря этому производительность станка гораздо выше, чем у токарного. Наводка зерхальной поверхности на червяке значительно повышает качество рабо-ты червячной передачи я увеличивает срок ее службы. Тщательность полировки достигается тем, что полировальный Круг по форме в точности соответствует шестерне, в сопряжении с которой будет работать червяк. Полировальный круг изготовлен из дерева. На новых станках можно обрабатывать детали диаметром до 130 и длиной до 400 миллиметров. Работа станков автоматизирована. Наладчик настраивает станок на нужную операцию, после чего рабочий лишь ставит новые заготовки и снимает готовые детали. Первые экземпляры новых станков демонстрируются на Всесоюзной выставке станков и инструментов в Москве. На снимке: один из станков «гаммы» (шлифовальный). я |








