Техника - молодёжи 1951-10, страница 16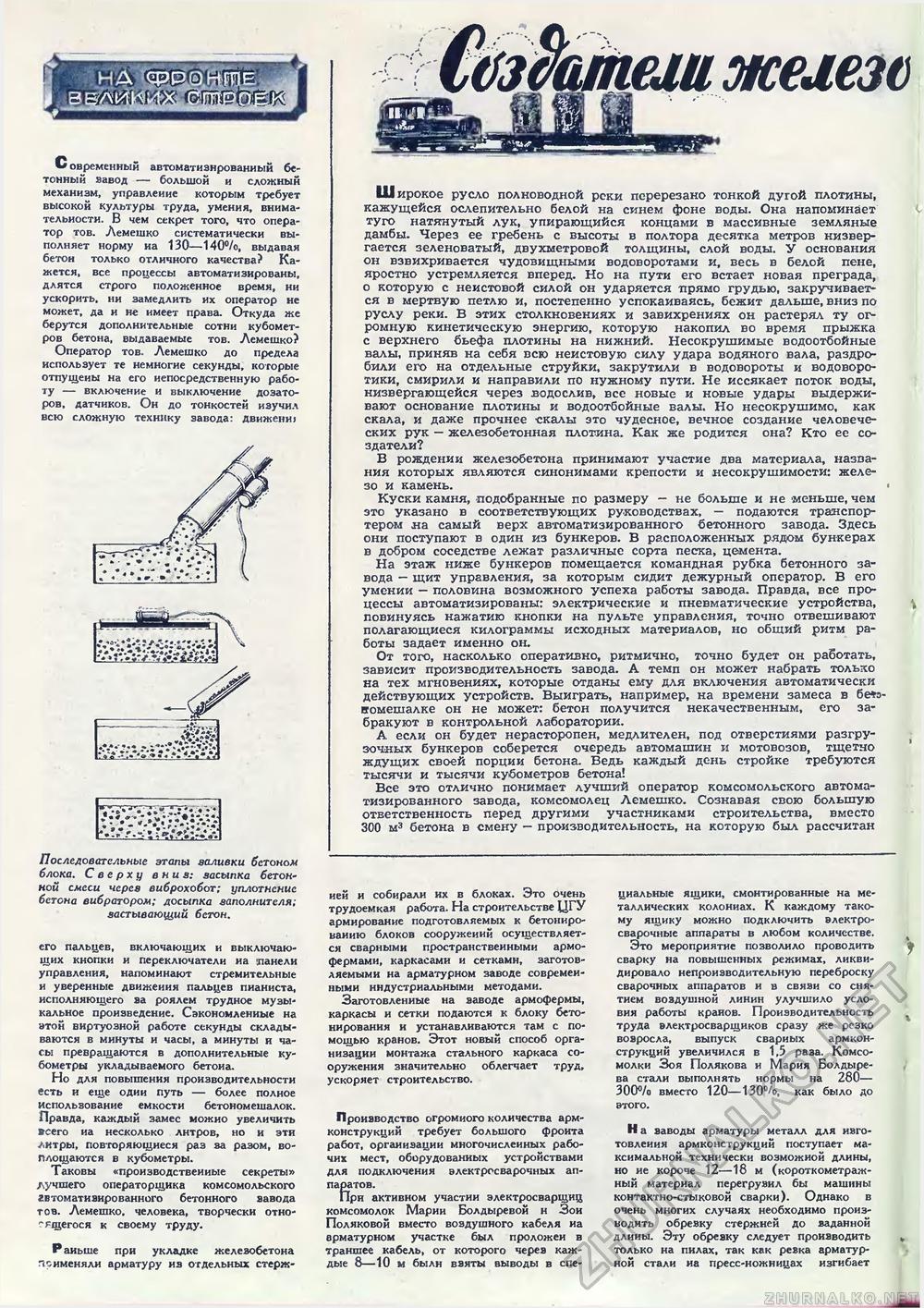
w овременныи автоматизированный бетонный завод — большой и сложный механизм, управление которым требует высокой культуры труда, умения, внимательности. В чем секрет того, что оператор тов. Лемешко систематически выполняет норму иа 130—140%, выдавая бетон только отличного качества? Кажется, все процессы автоматизированы, длятся строго положенное время, ни ускорить, ни замедлить их оператор не может, да и не имеет права. Откуда же берутся дополнительные сотни кубометров бетона, выдаваемые тов. Лемешко? Оператор тов. Лемешко до предела использует те немногие секунды, которые отпущены на его непосредственную работу — включение и выключение дозаторов, датчиков. Он до тонкостей изучил всю сложную технику завода: движеии) " ' * . " Г: ' * *' * «.у.-.-: мели железо Широкое русло полноводной реки перерезано тонкой дугой плотины, кажущейся ослепительно белой на синем фоне воды. Она напоминает туго натянутый лук, упирающийся концами в массивные земляные дамбы. Через ее гребень с высоты в полтора десятка метров низвергается зеленоватый, двухметровой толщины, слой воды. У основания он взвихривается чудовищными водоворотами и, весь в белой пене, яростно устремляется вперед. Но на пути его встает новая преграда, о которую с неистовой силой он ударяется прямо грудью, закручивается в мертвую петлю и, постепенно успокаиваясь, бежит дальше, вниз по руслу реки. В этих столкновениях и завихрениях он растерял ту огромную кинетическую энергию, которую накопил во время прыжка с верхнего бьефа плотины на нижний. Несокрушимые водоотбойные валы, приняв на себя всю неистовую силу удара водяного вала, раздробили его на отдельные струйки, закрутили в водовороты и водоворотики, смирили и направили по нужному пути. Не иссякает поток воды, низвергающейся через водослив, все новые и новые удары выдерживают основание плотины и водоотбойные валы. Но несокрушимо, как скала, и даже прочнее скалы это чудесное, вечное создание человеческих рук — железобетонная плотина. Как же родится она? Кто ее создатели? В рождении железобетона принимают участие два материала, названия которых являются синонимами крепости и несокрушимости: железо и камень. Куски камня, подобранные по размеру — не больше и не меньше, чем это указано в соответствующих руководствах, — подаются транспортером на самый верх автоматизированного бетонного завода. Здесь они поступают в один из бункеров. В расположенных рядом бункерах в добром соседстве лежат различные сорта песка, цемента. На этаж ниже бункеров помещается командная рубка бетонного завода — щит управления, за которым сидит дежурный оператор. В его умении — половина возможного успеха работы завода. Правда, вся процессы автоматизированы: электрические и пневматические устройства, повинуясь нажатию кнопки на пульте управления, точно отвешивают полагающиеся килограммы исходных материалов, но общий ритм работы задает именно он. От того, насколько оперативно, ритмично, точно будет он работать, зависит производительность завода. А темп он может набрать только на тех мгновениях, которые отданы ему для включения автоматически действующих устройств. Выиграть, например, на времени замеса в бетономешалке он не может: бетон получится некачественным, его забракуют в контрольной лаборатории. А если он будет нерасторопен, медлителен, под отверстиями разгрузочных бункеров соберется очередь автомашин и мотовозов, тщетно ждущих своей порции бетона. Ведь каждый день стройке требуются тысячи и тысячи кубометров бетона! Все это отлично понимает лучший оператор комсомольского автоматизированного завода, комсомолец Лемешко. Сознавая свою большую ответственность перед другими участниками строительства, вместо 300 м3 бетона в смену — производительность, на которую был рассчитан Последовательные этапы заливки бетоном блока. Сверху вниз: засыпка бет окном смеси черев виброхобот; уплотнение бетона вибратором; досыпка заполнителя; застывающий бетон. его пальцев, включающих и выключающих кнопки и переключатели иа 'панели управления, напоминают стремительные и уверенные движения пальцев пианиста, исполняющего за роялем трудное музыкальное произведение. Сэкономленные на этой виртуозной работе секунды складываются в минуты и часы, а минуты и часы превращаются в дополнительные кубометры укладываемого бетона. Но для повышения производительности есть и еще один путь — более полное использование емкости бетономешалок. Правда, каждый замес можно увеличить всего иа несколько лнтров, но и эти литры, повторяющиеся раз за разом, воплощаются в кубометры. Таковы «производственные секреты» лучшего операторщика комсомольского гвтоматизированного бетонного завода тов. Лемешко. человека, творчески относящегося к своему труду. Раньше при укладке железобетона применяли арматуру из отдельных стерж ней и собирали их в блоках. Это очень трудоемкая работа. На строительстве ЦГУ армирование подготовляемых к бетонированию блоков сооружений осуществляется сварными пространственными армо-фермами, каркасами и сетками, заготовляемыми на арматурном заводе современными индустриальными методами. Заготовленные на заводе армофермы, каркасы и сетки подаются к блоку бетонирования и устанавливаются там с помощью кранов. Этот новый способ организации монтажа стального каркаса сооружения значительно облегчает труд, ускоряет строительство. Производство огромного количества арм-конструкций требует большого фронта работ, организации многочисленных рабочих мест, оборудованных устройствами для подключения электросварочных аппаратов. При активном участии электросварщиц комсомолок Марии Болдыревой н Зои Поляковой вместо воздушного кабеля иа арматурном участке был проложен в траншее кабель, от которого через каждые 8—10 м былн взяты выводы в спе циальные ящики, смонтированные на металлических колоннах. К каждому такому ящику можно подключить электросварочные аппараты в любом количестве. Это мероприятие позволило проводить сварку на повышенных режимах, ликвидировало непроизводительную переброску сварочных аппаратов и в связи со снятием воздушной линин улучшило условия работы кранов. Производительность труда электросварщиков сразу же резко возросла, выпуск сварных армкон-струкций увеличился в 1,5 раза. Комсомолки Зоя Полякова и Мария Болдырева стали выполнять нормы на 280— 300% вместо 120—130%, как было до этого. На заводы арматуры металл для изготовления армконсгрукций поступает максимальной технически возможной длины, но ие короче 12—18 м (короткометражный материал перегрузил бы машины контактно-стыковой сварки). Однако в очень многих случаях необходимо производить обрезку стержней до заданной длины. Эту обрезку следует производить только на пилах, так как резка арматурной стали иа пресс-ножницах изгибает |








