Техника - молодёжи 1953-05, страница 22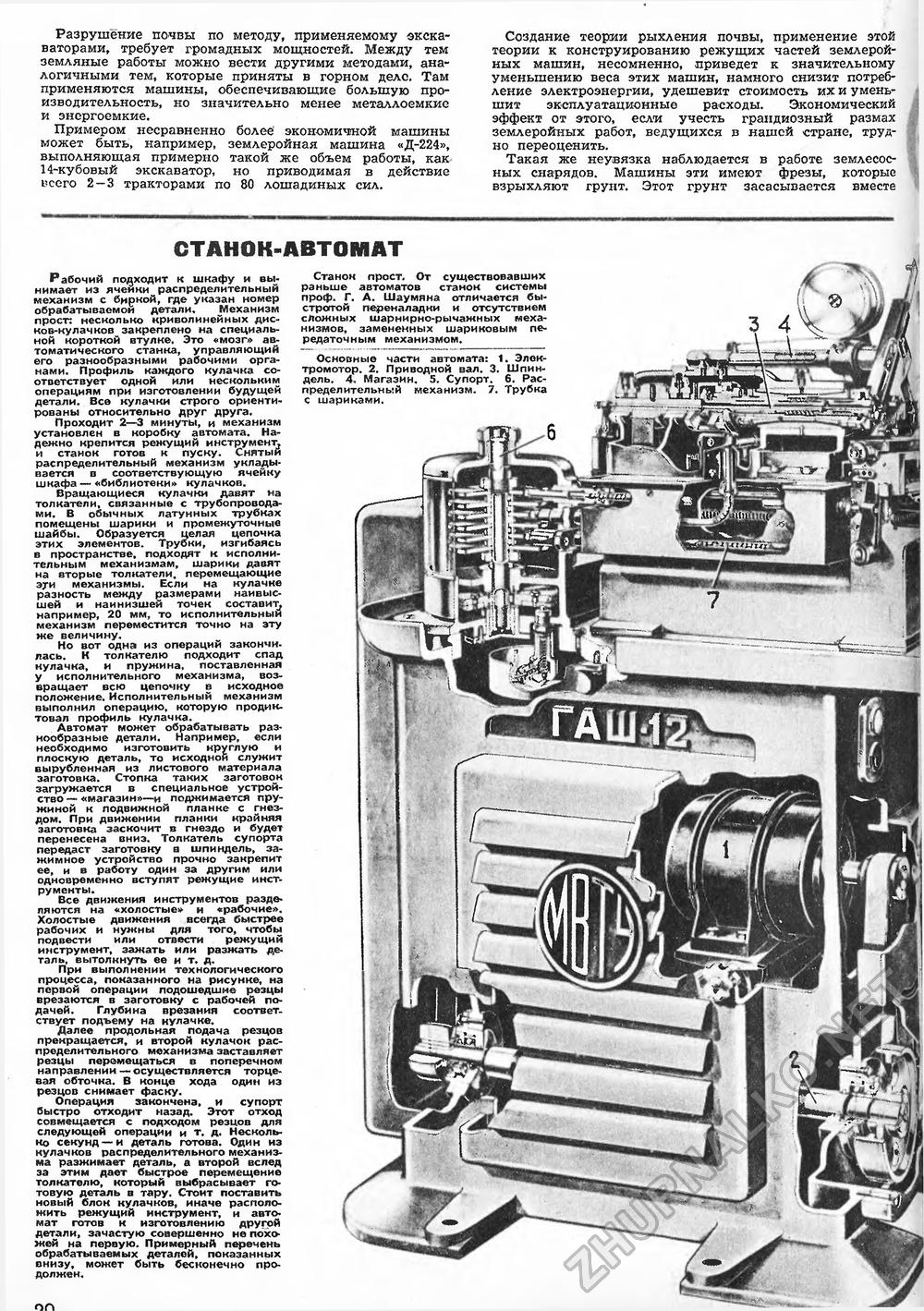
Разрушение почвы по методу, применяемому экскаваторами, требует громадных мощностей. Между тем земляные работы можно вести другими методами, аналогичными тем, которые приняты в горном деле. Там применяются машины, обеспечивающие большую производительность, но значительно менее металлоемкие и энергоемкие. Примером несравненно более' экономичной машины может быть, например, землеройная машина «Д-224», выполняющая примерно такой же объем работы, как 14-кубовый экскаватор, но приводимая в действие ксего 2-3 тракторами по 80 лошадиных сил. Создание теории рыхления почвы, применение этой теории к конструированию режущих частей землеройных машин, несомненно, приведет к значительному уменьшению веса этих машин, намного снизит потребление электроэнергии, удешевит стоимость их и уменьшит эксплуатационные расходы. Экономический эффект от этого, если учесть грандиозный размах землеройных работ, ведущихся в нашей стране, трудно переоценить. Такая же неувязка наблюдается в работе землесосных снарядов. Машины эти имеют фрезы, которые взрыхляют грунт. Этот грунт засасывается вместе СТАНОК-АВТОМАТ Рабочий подходит к шкафу и вынимает из ячеики распределительный механизм с биркой, где указан номер обрабатываемой детали. Механизм прост: несколько криволинейных дисков-кулачков закреплено на специальной короткой втулке. Это «мозг» автоматического станка, управляющий его разнообразными рабочими органами. Профиль каждого кулачка соответствует одной или нескольким операциям при изготовлении будущей детали. Все кулачки строго ориентированы относительно друг друга. Проходит 2—3 минуты, и механизм установлен в коробку автомата. Надежно крепится режущий инструменту и станок готов к пуску. Снятый распределительный механизм укладывается в соответствующую ячейку шкафа — «библиотеки» кулачков. Вращающиеся кулачки давят на толкатели, связанные с трубопроводами. В обычных латунных трубках помещены шарики и промежуточные шайбы. Образуется целая цепочка этих элементов. Трубки, изгибаясь в пространстве, подходят к исполнительным механизмам, шарики давят на вторые толкатели, перемещающие эхи механизмы. Если на кулачке разность между размерами наивысшей и наи низшей точек составит, например, 20 мм, то исполнительный механизм переместится точно на эту же величину. Но вот одна из операций закончи-лась. К толкателю подходит спад кулачка, и пружина, поставленная у исполнительного механизма, возвращает всю цепочку в исходное положение. Исполнительный механизм выполнил операцию, которую продиктовал профиль кулачка. Автомат может обрабатывать разнообразные детали. Например, если необходимо изготовить круглую и плоскую деталь, то исходной служит вырубленная из листового материала заготовка. Стопка таких заготовок загружается в специальное устройство — «магазик»-~и поджимается пружиной к подвижной планке с гнездом. При движении планки крайняя заготовка заскочит в гнездо и будет перенесена вниз. Толкатель супорта передаст заготовку а шпиндель, зажимное устройство прочно закрепит ее, и в работу один за другим или одновременно вступят режущие инструменты. Все движения инструментов разде* ляются на «холостые» и «рабочие». Холостые движения всегда быстрее рабочих и нужны для того, чтобы подвести или отвести режущий инструмент, зажать или разжать деталь, вытолкнуть ее и т. д. При выполнении технологического процесса, показанного на рисунке, на первой операции подошедшие резцы врезаются в заготовку с рабочей подачей. Глубина врезания соответствует подъему на нулачке. Далее продольная подача резцов прекращается, и второй кулачок распределительного механизма заставляет резцы перемещаться в поперечном направлении— осуществляется торцевая обточка. В конце хода один из резцов снимает фаску. Операция закончена, и супорт быстро отходит назад. Этот отход совмещается с подходом резцов для следующей операции и т. д. Несколько секунд—и деталь готова. Один из кулачков распределительного механизма разжимает деталь, а второй вслед за этим дает быстрое перемещение толкателю, который выбрасывает готовую деталь в тару. Стоит поставить новый блок кулачков, иначе расположить режущий инструмент, и автомат готов к изготовлению другой детали, зачастую совершенно не похожей на первую. Примерный перечень обрабатываемых деталей, показанных внизу, может быть бесконечно продолжен. Станок прост. От существовавших раньше автоматов станок системы проф. Г. А. Шаумяна отличается бы-стрсггой переналадки и отсутствием с/южных шарнирно-рычажных механизмов, замененных шариковым передаточным механизмом. Основные части автомата: 1. Электромотор. 2. Приводной вал. 3. Шпиндель. 4, Магазин. 5. Супорт. б. Распределительный механизм. 7. Трубка с шариками. |








