Техника - молодёжи 1953-05, страница 9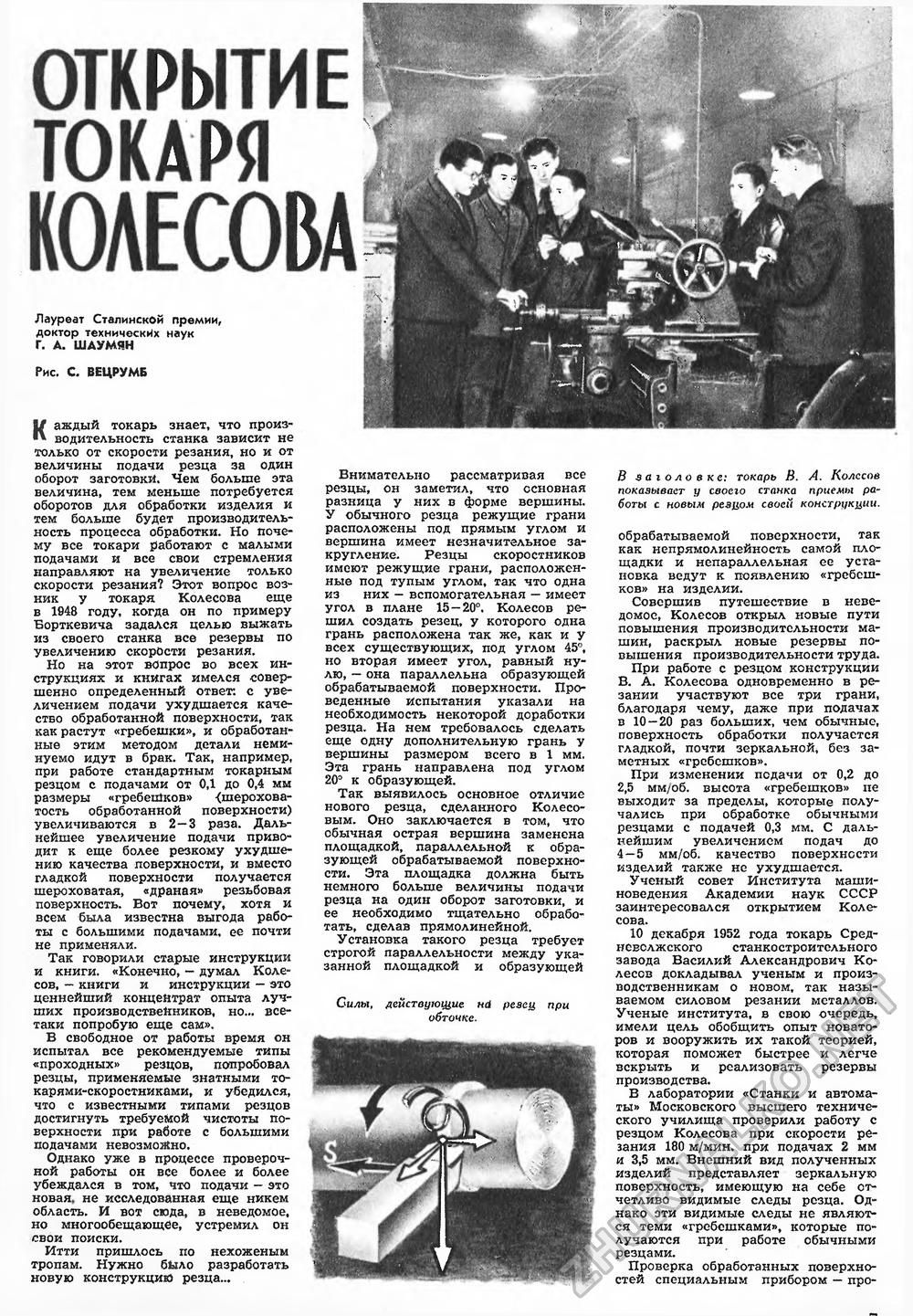
ОТКРЫТИЕ ТОКАРЯКОЛЕСОВА Лауреат Сталинской премии, доктор технических наук г. а. шаумян Рис» с. вецрумб Каждый токарь знает, что производительность станка зависит не только от скорости резания, но и от величины подачи резца за один оборот заготовка. Чем больше эта величина, тем меньше потребуется оборотов для обработки изделия и тем больше будет производительность процесса обработки. Но почему все токари работают с малыми подачами и все свои стремления направляют на увеличение только скорости резания? Этот вопрос возник у токаря Колесова еще в 1948 году, когда он по примеру Борткевича задался целью выжать из своего станка все резервы по увеличению скорости резания. Но на этот вопрос во всех инструкциях и книгах имелся совершенно определенный ответ: с увеличением подачи ухудшается качество обработанной поверхности, так как растут «гребешки», и обработанные этим методом детали неминуемо идут в брак. Так, например, при работе стандартным токарным резцом с подачами от ОД до 0,4 мм размеры «гребешков» Шероховатость обработанной поверхности) увеличиваются в 2—3 раза. Дальнейшее увеличение подачи приводит к еще более резкому ухудшению качества поверхности, и вместо гладкой поверхности получается шероховатая, «драная» резьбовая поверхность. Вот почему, хотя и всем была известна выгода работы с большими подачами, ее почти не применяли. Так говорили старые инструкции и книги. «Конечно, - думал Коле-сов, — книги и инструкции — это ценнейший концейтрат опыта лучших производственников, но... все-таки попробую еще сам». В свободное от работы время он испытал все рекомендуемые типы «проходных» резцов, попробовал резцы, применяемые знатными токарями-скоростниками, и убедился, что с известными типами резцов достигнуть требуемой чистоты поверхности при работе с большими подачами невозможно. Однако уже в процессе проверочной работы он все более и более убеждался в том, что подачи - это новая, не исследованная еще никем область. И вот сюда, в неведомое, но многообещающее, устремил он свои поиски. Итти пришлось по нехоженым тропам. Нужно было разработать новую конструкцию резца... Внимательно рассматривая все резцы, он заметил, что основная разница у них в форме вершины. У обычного резца режущие грани расположены под прямым углом и вершина имеет незначительное закругление. Резцы скоростников имеют режущие грани, расположенные под тупым углом, так что одна из них - вспомогательная — имеет угол в плане 15-20°. Колесов решил создать резец, у которого одна грань расположена так же, как и у всех существующих, под углом 45°, но вторая имеет угол, равный нулю, — она параллельна образующей обрабатываемой поверхности. Проведенные испытания указали на необходимость некоторой доработки резца. На нем требовалось сделать еще одну дополнительную грань у вершины размером всего в 1 мм. Эта грань направлена под углом 20° к образующей. Так выявилось основное отличие нового резца, сделанного Колесовым. Оно заключается в том, что обычная острая вершина заменена площадкой, параллельной к образующей обрабатываемой поверхности. Эта площадка должна быть немного больше величины подачи резца на один оборот заготовки, и ее необходимо тщательно обработать, сделав прямолинейной. Установка такого резца требует строгой параллельности между указанной площадкой и образующей Силы, действующие на резец при обточке. В заголовке: токарь В. А. Колосов показывает у своего станка приемы работы с новым резцом своей конструкции. обрабатываемой поверхности, так как непрямолинейность самой площадки и непараллельная ее установка ведут к появлению «гребешков» на изделии. Совершив путешествие в неведомое, Колесов открыл новые пути повышения производительности машин, раскрыл новые резервы повышения производительности труда. При работе с резцом конструкции В. А. Колесова одновременно в резании участвуют все три грани, благодаря чему, даже при подачах в 10-20 раз больших, чем обычные, поверхность обработки получается гладкой, почти зеркальной, без заметных «гребешков». При изменении подачи от 0,2 до 2,5 мм/об. высота «гребешков» не выходит за пределы, которые получались при обработке обычными резцами с подачей 0,3 мм. С дальнейшим увеличением подач до 4—5 мм/об. качество поверхности изделий также не ухудшается. Ученый совет Института машиноведения Академии наук СССР заинтересовался открытием Колесова. 10 декабря 1952 года токарь Сред-неволжского станкостроительного завода Василий Александрович Колесов докладывал ученым и производственникам о новом, так называемом силовом резании металлов. Ученые института, в свою очередь, имели цель обобщить опыт новаторов и вооружить их такой теорией, которая поможет быстрее и легче вскрыть и реализовать резервы производства. В лаборатории «Станки и автоматы» Московского высшего технического училища проверили работу с резцом Колесова при скорости резания 180 м/мин. при подачах 2 мм и 3,5 мм. Внешний вид полученных изделий представляет зеркальную поверхность, имеющую на себе отчетливо видимые следы резца. Однако оти видимые следы не являются теми «гребешками», которые получаются при работе обычными резцами. Проверка обработанных поверхностей специальным прибором — про- |








