Техника - молодёжи 1958-11, страница 33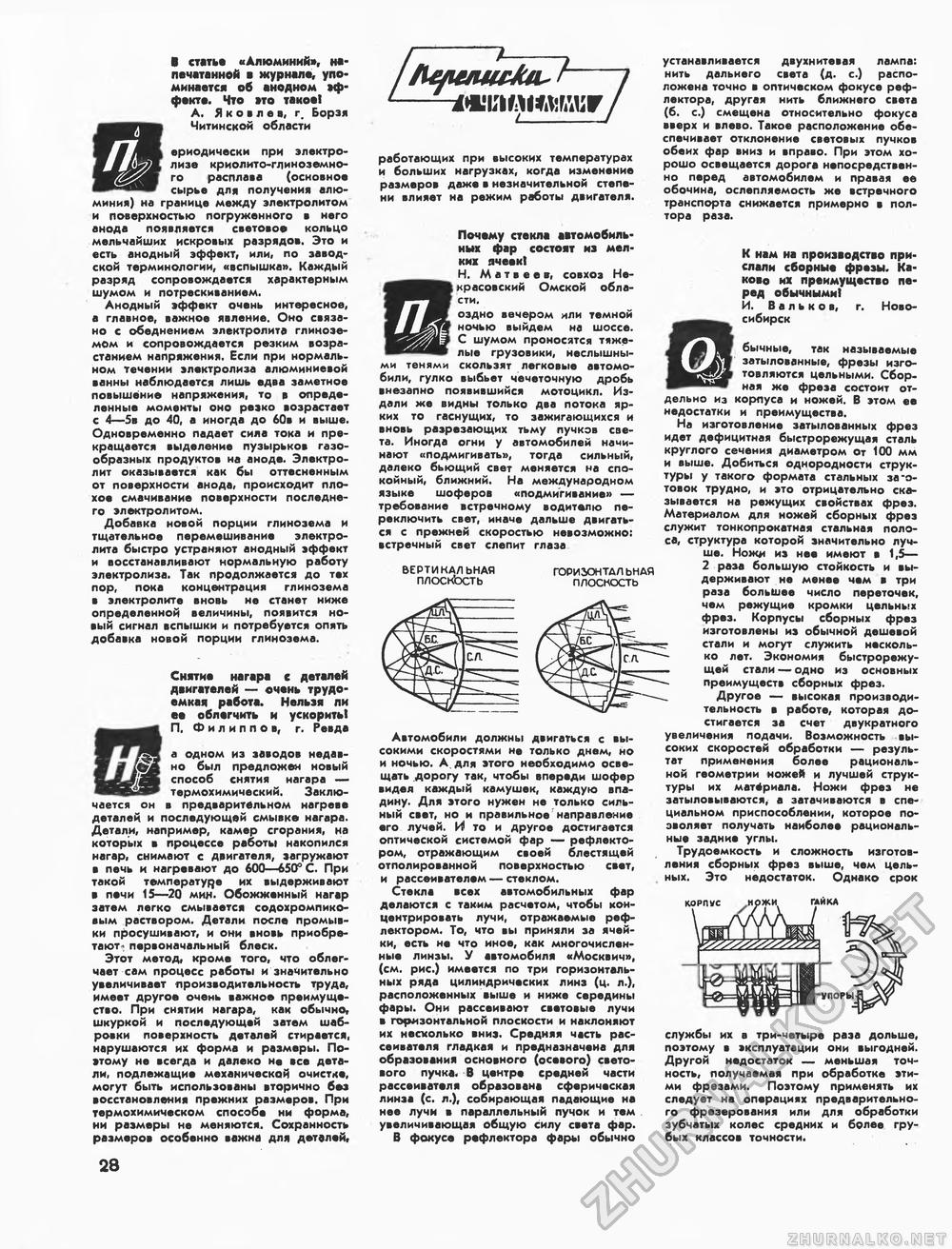
В статье «Алюминий», напечатанной • журнале, упоминается об анодном аффекте. Что 1то такое! А. Я к о в л е а, г. Борзя Читинской области ериодически при электролизе криолито-гл иноземного расплава (основное сырье для получения алюминия) на границе между электролитом и поверхностью погруженного в него анода появляется световое кольцо мельчайших искровых разрядов. Это и есть анодный эффект, или, по заводской терминологии, «вспышка». Каждый разряд сопровождается характерным шумом и потрескиванием. Анодный эффект очень интересное, а главное, важное явление. Оно связано с обеднением электролита глиноземом и сопровождается резким возрастанием напряжения, Если при нормальном течении электролиза алюминиевой ванны наблюдается лишь едва заметное повышение напряжения, то в определенные моменты оно резко возрастает с 4—5в до 40, а иногда до 60в и выше. Одновременно падает сила тока и прекращается выделение пузырьков газообразных продуктов на аноде. Электролит оказывается как бы оттесненным от поверхности анода! происходит плохое смачивание повархности последнего электролитом. Добавка новой порции глинозема и тщательное перемешивание электролита быстро устраняют анодный эффект и восстанавливают нормальную работу электролиза. Так продолжается до тех пор, пока концентрация глинозема в электролите вновь не станет ниже определенной величины, появится новый сигнал вспышки и потребуется опять добавка новой порции глинозема. Снятие нагаре с деталей двигателей — очень трудоемкая работа. Нельзя ли ее облегчить и ускорить! П. Филиппов, г. Ревда fm а одном из заводов недав-но был предложен новый лi^m способ снятия нагара — термохимический. Заключается он в предварительном нагреве деталей и последующей смывке нагара. Детали, например, камер сгорания, на которых в процессе работы накопился нагар, снимают с двигателя, загружают а печь и нагревают до 60Q-~65(F С. При такой температуре их выдерживают в печи 15—20 мин» Обожженный нагар затем легко смывается содохромпико-аым раствором. Детали после промывки просушивают, и они вновь приобретают^ первоначальный блеск. Этот метод, кроме того, что облегчает сам процесс работы и значительно увеличивает производительность труда, имеет другое очень важное преимущество. При снятии нагара, как обычно, шкуркой и посладующай затем шабровки поверхность деталей стирается, нарушаются их форма и размеры. Поэтому не всегда и далеко не все детали, подлежащие механической очистке, могут быть использованы вторично без восстановления прежних размеров. При термохимическом способе ни форма, ии размеры не меняются. Сохранность размеров особенно важна для деталей» /Я&ипшЖл^ 7 L-ram itwmwy работающих при высоких температурах и больших нагрузках, когда изменение размеров даже в незначительной степени влияет на режим работы двигателя. Почему стекла автомобильных фар состоят из мелких ячеек! Н. Матвеев, совхоз Не-| красовский Омской области. оздно вечером или темной ночью выйдем на шоссе. С шумом проносятся тяжелые грузовики, неслышными тенями скользят легковые автомобили, гулко выбьет чечеточную дробь внезапно появившийся мотоцикл. Издали же видны только два потока ярких то гаснущих, то зажигающихся и вновь разрезающих тьму пучков света. Иногда огни у автомобилей начинают «подмигивать», тогда сильный, далеко бьющий свет меняется на спокойный, ближний. На международном языке шоферов «подмигивание» — требование встречному водителю переключить свет, иначе дальше двигаться с прежней скоростью невозможно: встречный свет слепит глаза ВЕРТИКАЛЬНАЯ плоснЬсть Автомобили должны двигаться с высокими скоростями не только днем, но и ночью. А. для этого необходимо освещать .дорогу так, чтобы впереди шофер видел каждый камушек, каждую впадину. Для этого нужен не только сильный свет, но и правильное направление его лучей. И то и другое достигается оптической системой фар — рефлектором, отражающим своей блестящей отполированной поверхностью свет, и рассеивателем — стеклом. Стекла всех автомобильных фар делаются с таким расчетом, чтобы концентрировать лучи, отражаемые рефлектором. То, что вы приняли за ячейки, есть не что иное, как многочисленные линзы. У автомобиля «Москвич», (см. рис.) имеется по три горизонтальных ряда цилиндрических линз (ц. л.), расположенных выше и ниже середины фары. Они рассеивают световые лучи в горизонтальной плоскости и наклоняют их несколько вниз. Средняя часть рас-сеивателя гладкая и предназначена для образования основного (осевого) светового пучка* В центре средней части рассеивателя образована сферическая линза (с. л.), собирающая падающие на нее лучи в параллельный пучок и тем увеличивающая общую силу света фар. В фокусе рефлектора фары обычно ГОРИЗОНТАЛЬНАЯ ПЛОСКОСТЬ устанавливается двухнитевая лампа: нить дальнего света (д. с.) расположена точно в оптическом фокусе рефлектора, другая нить ближнего света (б. с.) смещена относительно фокуса вверх и влево. Такое расположение обеспечивает отклонение световых пучков обеих фар вниз и вправо. При этом хорошо освещается дорога непосредственно перед автомобилем и правая ее обочина, ослепляемость же встречного транспорта снижается примерно в полтора раза. К нам на производство прислали сборные фрезы. Каково их преимущество перед обычными! И. Вальков, г. Новосибирск А бычные, так называемые P^jjJ затылованные, фрезы изготовляются цельными. Сбор, ная же фреза состоит отдельно из корпуса и ножей. В этом ее недостатки и преимущества. На изготовление затылованных фрез идет дефицитная быстрорежущая сталь круглого сечения диаметром от 100 мм и выше. Добиться однородности структуры у такого формата стальных за-о-товок трудно, и это отрицательно сказывается на режущих свойствах фрез. Материалом для ножей сборных фрез служит тонкопрокатная стальная полоса, структура которой значительно лучше. Нож* из нее имеют в 1,5— 2 раза большую стойкость и выдерживают не менее чем в три раза большее число переточек, чем режущие кромки цельных фрез. Корпусы сборных фрез изготовлены из обычной дешевой стали и могут служить несколько лет. Экономия быстрорежущей стали — одно из основных преимуществ сборных фрез. Другое — высокая производительность в работе, которая достигается за счет двукратного увеличения подачи. Возможность высоких скоростей обработки — результат применения более рациональной геометрии ножей и лучшей структуры их материала. Ножи фрез не эатыловываются, а затачиваются в специальном приспособлении, которое позволяет получать наиболее рациональные задние углы. Трудоемкость и сложность изготовления сборных фрез выше, чем цельных. Это недостаток. Однако срок корпус гайка службы их в три-четыре раза дольше, поэтому в эксплуатации они выгодней. Другой недостаток — меньшая точность, получаемая при обработке этими фрезами. Поэтому применять их следует на операциях предварительного фрезерования или для обработки зубчатых колес средних и более грубых классов точности. 28 |








