Техника - молодёжи 1962-12, страница 36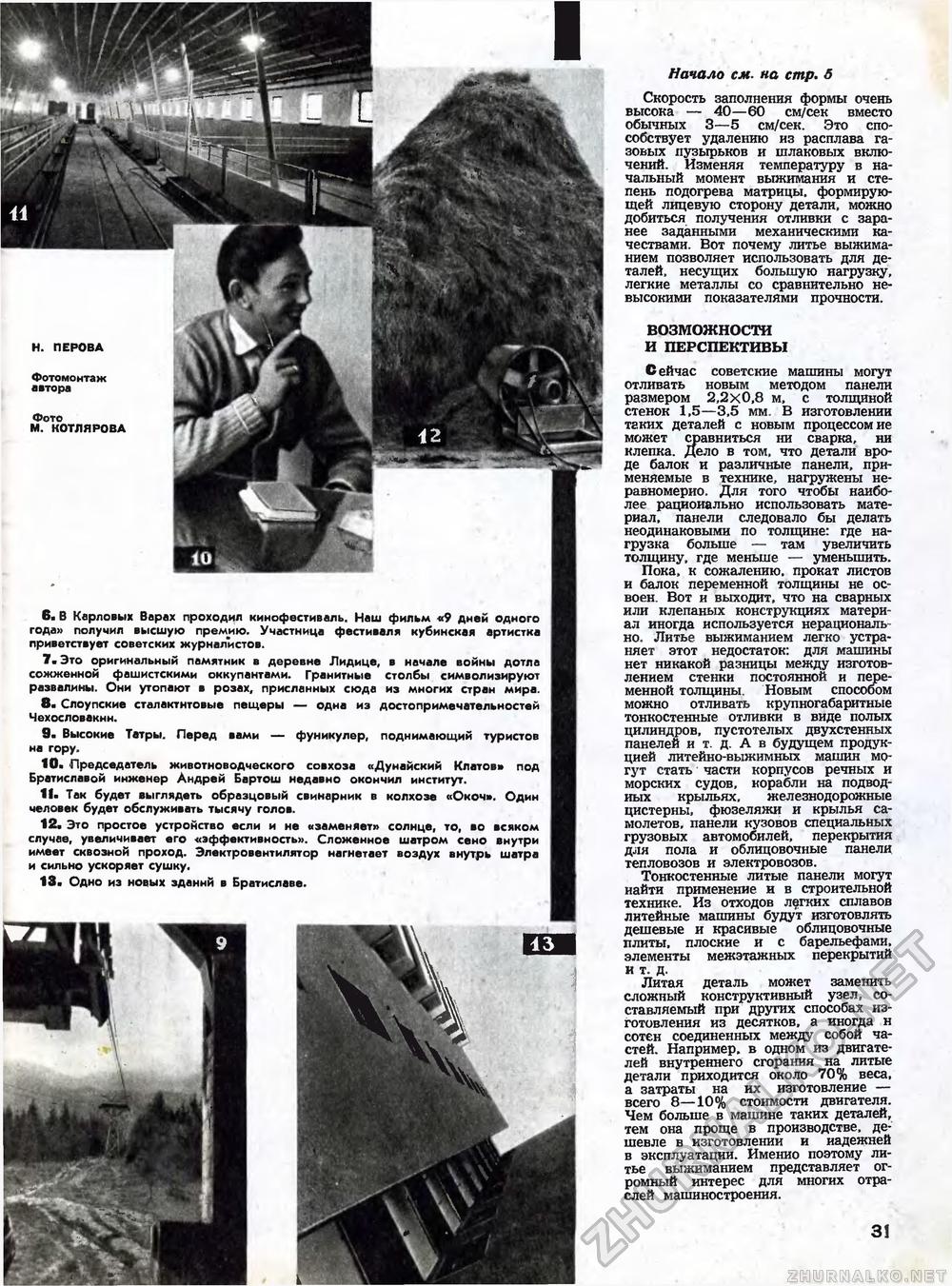
Н. ПЕРОВА Фотомонтаж автора Фото М. КОТЛЯРОВА 6. В Карловых Варах проходил кинофестиваль. Наш фильм «9 дней одного года» получил высшую премию. Участница фестиваля кубинская артистка приветствует советских журналистов. 7. Это оригинальный памятник в деревне Лидице, в начале войны дотла сожженной фашистскими оккупантами. Гранитные столбы символизируют развалины. Они утопают в розах, присланных сюда из многих стран мира 8. Слоупские сталактитовые пещеры — одна из достопримечательностей Чехословакии. 9. Высокие Татры. Перед вами — фуникулер, поднимающий туристов на гору. 10. Председатель животноводческого совхоза «Дунайский Клатов» под Братиславой инженер Андрей Бартош недавно окончил институт. 11а Так будет выглядеть образцовый свинарник в колхозе «Окоч». Один человек будет обслуживать тысячу голов. 12. Это простое устройство если и не «заменяет» солнце, то, во всяком случае, увеличивает его «эффективность». Сложенное шатром сено внутри имеет сквозной проход. Электровентилятор нагнетает воздух внутрь шатра и сильно ускоряет сушку. 13. Одно из новых зданий в Братиславе. Начало см. на стр. б Скорость заполнения формы очень высока — 40—60 см/сек вместо обычных 3—5 см/сек. Это способствует удалению из расплава газовых пузырьков и шлаковых включений. Изменяя температуру в начальный момент выжимания и степень подогрева матрицы, формирующей лицевую сторону детали, можно добиться получения отливки с заранее заданными механическими качествами. Вот почему литье выжиманием позволяет использовать для деталей, несущих большую нагрузку, легкие металлы со сравнительно невысокими показателями прочности. ВОЗМОЖНОСТИ И ПЕРСПЕКТИВЫ Сейчас советские машины могут отливать новым методом панели размером 2,2x0,8 м, с толщиной стенок 1,5—3.5 мм. В изготовлении таких деталей с новым процессом ие может сравниться ни сварка, ни клепка. Дело в том, что детали вроде балок и различные панели, применяемые в технике, нагружены неравномерно. Для того чтобы наиболее рационально использовать материал, панели следовало бы делать неодинаковыми по толщине: где нагрузка больше — там увеличить толщину, где меньше — уменьшить. Пока, к сожалению, прокат листов и балок переменной толщины не освоен. Вот и выходит, что на сварных или клепаных конструкциях материал иногда используется нерационально. Литье выжиманием легко устраняет этот недостаток: для машины нет никакой разницы между изготовлением стенки постоянной и переменной толщины Новым способом можно отливать крупногабаритные тонкостенные отливки в виде полых цилиндров, пустотелых двустенных панелей и т. д. А в будущем продукцией литейно-выжимных машин могут стать части корпусов речных и морских судов, корабли на подводных крыльях, железнодорожные цистерны, фюзеляжи и крылья самолетов, панели кузовов специальных грузовых автомобилей, перекрытия для пола и облицовочные панели тепловозов и электровозов. Тонкостенные литые панели могут иайти применение и в строительной технике. Из отходов легких сплавов литейные машины будут изготовлять дешевые и красивые облицовочные плиты, плоские и с барельефами, элементы межэтажных перекрытий и т. д. Литая деталь может заменить сложный конструктивный узел составляемый при других способах изготовления из десятков, а иногда н сотен соединенных между собой частей. Например, в одном из двигателей внутреннего сгорания на литые детали приходится около 70% веса, а затраты на их изготовление — всего 8—10% стоимости двигателя. Чем больше в машине таких деталей, тем она проще в производстве, дешевле в изготовлении и надежней в эксплуатации. Именно поэтому литье выжиманием представляет огромный интерес для многих отраслей машиностроения. 31 |








