Техника - молодёжи 1973-12, страница 8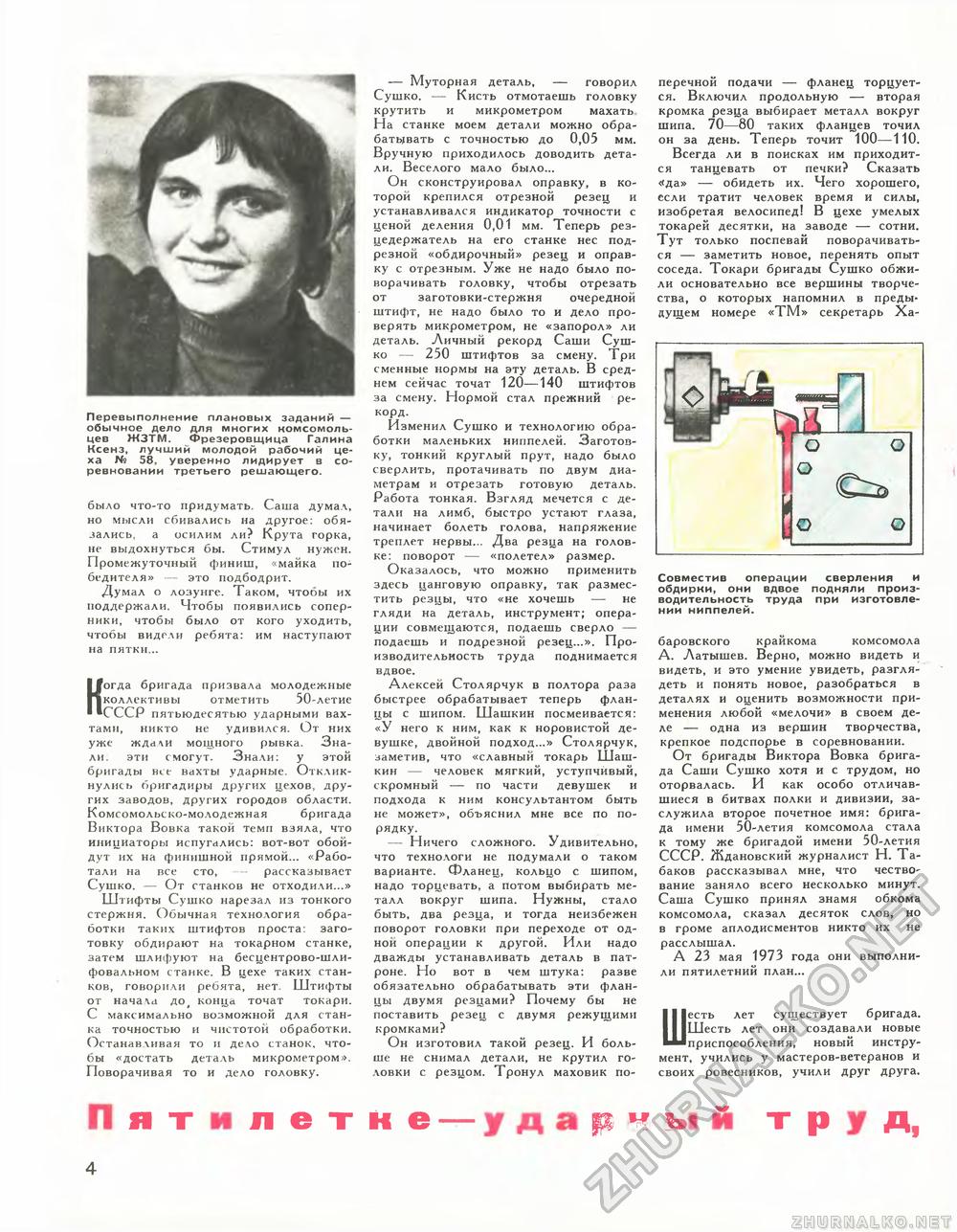
Перевыполнение плановых заданий — обычное дело для многих комсомольцев ЖЗТМ. Фрезеровщица Галина Ксенз, лучший молодой рабочий цеха № 58, уверенно лидирует в соревновании третьего решающего. было что-то придумать. Саша думал, но мысли сбивались на другое: обязались, а осилим ли? Крута горка, не выдохнуться бы. Стимул нужен. Промежуточный финиш, «майка победителя» — это подбодрит. Думал о лозунге. Таком, чтобы их поддержали. Чтобы появились соперники, чтобы было от кого уходить, чтобы видели ребята: им наступают на пятки... Когда бригада призвала молодежные коллективы отметить 50-летие СССР пятьюдесятью ударными вахтами, никто не удивился. От них уже жда\и мощного рывка. Знали. эти смогут. Знали: у этой бригады все вахты ударные. Откликнулись бригадиры других цехов, других заводов, других городов области. Комсомольско-молодежная бригада Виктора Вовка такой темп взяла, что инициаторы испугались: вот-вот обойдут их на финишной прямой... «Работали на все сто, рассказывает Сушко. — От станков не отходили...» Штифты Сушко нарезал из тонкого стержня. Обычная технология обработки таких штифтов проста: заготовку обдирают на токарном станке, затем шлифуют на бесцентрово-шли-фовальном станке. В цехе таких станков, говорили ребята, нет. Штифты от нача\а до( конца точат токари. С максимально возможной для станка точностью и чистотой обработки. Останав\ивая то и дело станок, чтобы «достать деталь микрометром». Поворачивая то и дело головку. — Муторная деталь, — говорил Сушко. — Кисть отмотаешь головку крутить и микрометром махать На станке моем детали можно обрабатывать с точностью до 0,05 мм. Вручную приходилось доводить детали. Веселого мало было... Он сконструировал оправку, в которой крепился отрезной резец и устанавливался индикатор точности с ценой деления 0,01 мм. Теперь резцедержатель на его станке нес подрезной «обдирочный» резец и оправку с отрезным. Уже не надо было поворачивать головку, чтобы отрезать от заготовки-стержня очередной штифт, не надо было то и дело проверять микрометром, не «запорол» ли деталь. Личный рекорд Саши Сушко — 250 штифтов за смену. Три сменные нормы на эту деталь. В среднем сейчас точат 120—140 штифтов за смену. Нормой стал прежний рекорд. Изменил Сушко и технологию обработки маленьких ниппелей. Заготовку, тонкий круглый прут, надо было сверлить, протачивать по двум диаметрам и отрезать готовую деталь. Работа тонкая. Взгляд мечется с детали на лимб, быстро устают глаза, начинает болеть голова, напряжение треплет нервы... Два резца на головке: поворот — «полетел» размер. Оказалось, что можно применить здесь цанговую оправку, так разместить резцы, что «не хочешь — не гляди на деталь, инструмент; операции совмещаются, подаешь сверло — подаешь и подрезной резец...». Производительность труда поднимается вдвое. Алексей Столярчук в полтора раза быстрее обрабатывает теперь фланцы с шипом. Шашкин посмеивается: «У него к ним, как к норовистой девушке, двойной подход...» Столярчук, заметив, что «славный токарь Шашкин — человек мягкий, уступчивый, скромный — по части девушек и подхода к ним консультантом быть не может», объяснил мне все по порядку. — Ничего сложного. Удивительно, что технологи не подумали о таком варианте. Фланец, кольцо с шипом, надо торцевать, а потом выбирать металл вокруг шипа. Нужны, стало быть, два резца, и тогда неизбежен поворот головки при переходе от одной операции к другой. Или надо дважды устанавливать деталь в патроне. Но вот в чем штука: разве обязательно обрабатывать эти фланцы двумя резцами? Почему бы не поставить резец с двумя режущими кромками? Он изготовил такой резец. И больше не снимал детали, не крутил головки с резцом. Тронул маховик по перечной подачи — фланец торцуется. Включил продольную — вторая кромка резца выбирает металл вокруг шипа. 70—80 таких фланцев точил он за день. Теперь точит 100—110. Всегда ли в поисках им приходится танцевать от печки? Сказать «да» — обидеть их. Чего хорошего, если тратит человек время и силы, изобретая велосипед! В цехе умелых токарей десятки, на заводе — сотни. Тут только поспевай поворачиваться — заметить новое, перенять опыт соседа. Токари бригады Сушко обжили основательно все вершины творчества, о которых напомнил в преды» дущем номере «ТМ» секретарь Ха- Совместив операции сверления и обдирки, они вдвое подняли производительность труда при изготовлении ниппелей. баровского крайкома комсомола А. Латышев. Верно, можно видеть и видеть, и это умение увидеть, разглядеть и понять новое, разобраться в деталях и оценить возможности применения любой «мелочи» в своем деле — одна из вершин творчества, крепкое подспорье в соревновании. От бригады Виктора Вовка бригада Саши Сушко хотя и с трудом, но оторвалась. И как особо отличавшиеся в битвах полки и дивизии, заслужила второе почетное имя: бригада имени 50-летия комсомола стала к тому же бригадой имени 50-летия СССР. Ждановский журналист Н. Табаков рассказывал мне, что чествование заняло всего несколько минут. Саша Сушко принял знамя обкома комсомола, сказал десяток слов, но в громе аплодисментов никто их не расслышал. А 23 мая 1973 года они выполнили пятилетний план... Шесть лет существует бригада. Шесть лет они создавали новые приспособления, новый инструмент, учились у мастеров-ветеранов и своих ровесников, учили друг друга. Пятилетке — ударный труд, |








