Техника - молодёжи 1986-09, страница 54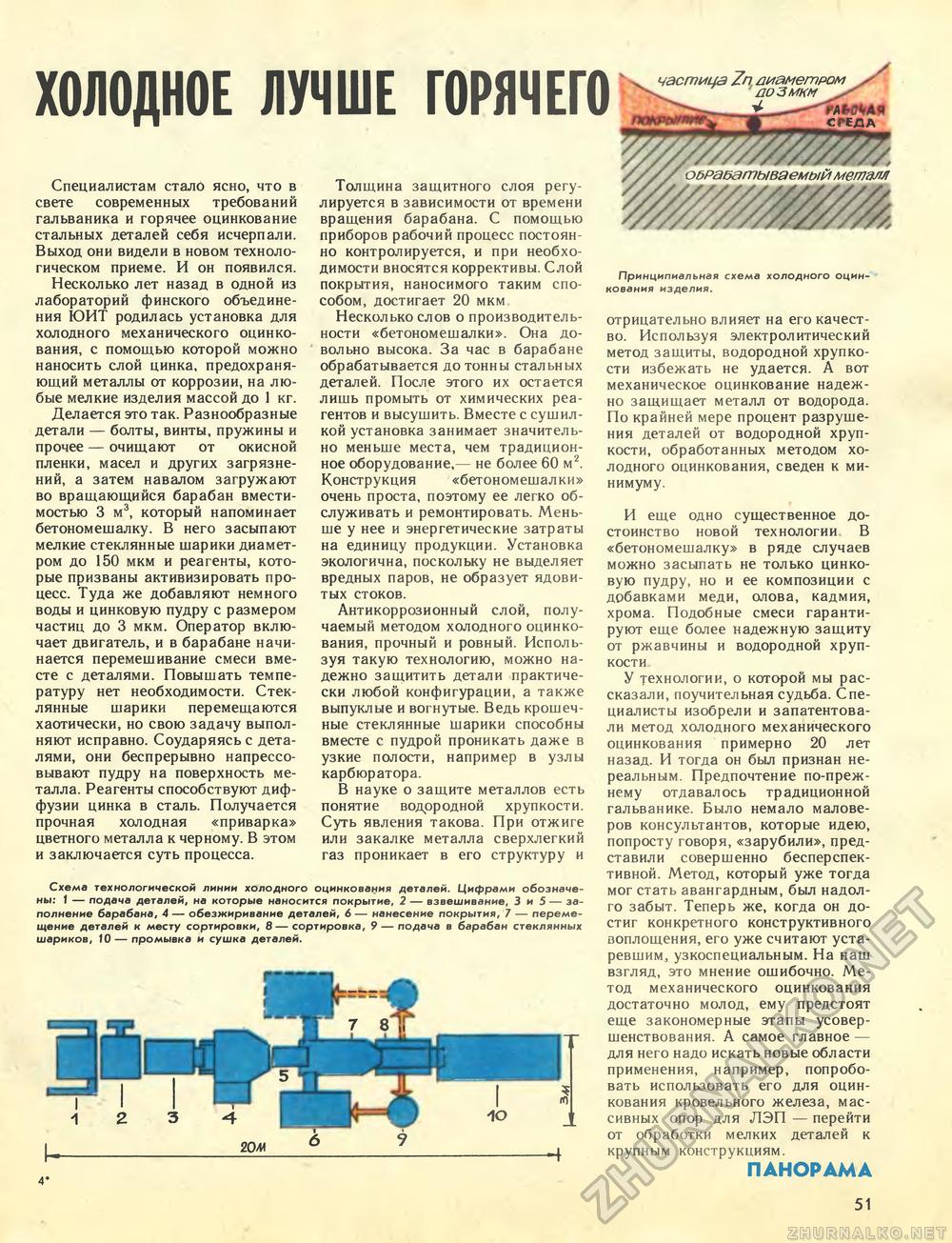
ХОЛОДНОЕ ЛУЧШЕ ГОРЯЧЕГО частица Zn диаметром поз мкм АЯ СГЕДА Специалистам стало ясно, что в свете современных требований гальваника и горячее оцинкование стальных деталей себя исчерпали. Выход они видели в новом технологическом приеме. И он появился. Несколько лет назад в одной из лабораторий финского объединения ЮИТ родилась установка для холодного механического оцинко-вания, с помощью которой можно наносить слой цинка, предохраняющий металлы от коррозии, на любые мелкие изделия массой до 1 кг. Делается это так. Разнообразные детали — болты, винты, пружины и прочее — очищают от окисной пленки, масел и других загрязнений, а затем навалом загружают во вращающийся барабан вместимостью 3 м3, который напоминает бетономешалку. В него засыпают мелкие стеклянные шарики диаметром до 150 мкм и реагенты, которые призваны активизировать процесс. Туда же добавляют немного воды и цинковую пудру с размером частиц до 3 мкм. Оператор включает двигатель, и в барабане начинается перемешивание смеси вместе с деталями. Повышать температуру нет необходимости. Стеклянные шарики перемещаются хаотически, но свою задачу выполняют исправно. Соударяясь с деталями, они беспрерывно напрессовывают пудру на поверхность металла. Реагенты способствуют диффузии цинка в сталь. Получается прочная холодная «приварка» цветного металла к черному. В этом и заключается суть процесса. Толщина защитного слоя регулируется в зависимости от времени вращения барабана. С помощью приборов рабочий процесс постоянно контролируется, и при необходимости вносятся коррективы. Слой покрытия, наносимого таким способом, достигает 20 мкм Несколько слов о производительности «бетономешалки». Она довольно высока. За час в барабане обрабатывается до тонны стальных деталей. После этого их остается лишь промыть от химических реагентов и высушить. Вместе с сушилкой установка занимает значительно меньше места, чем традиционное оборудование,— не более 60 м2. Конструкция «бетономешалки» очень проста, поэтому ее легко обслуживать и ремонтировать. Меньше у нее и энергетические затраты на единицу продукции. Установка экологична, поскольку не выделяет вредных паров, не образует ядовитых стоков. Антикоррозионный слой, получаемый методом холодного оцинко-вания, прочный и ровный. Используя такую технологию, можно надежно защитить детали практически любой конфигурации, а также выпуклые и вогнутые. Ведь крошечные стеклянные шарики способны вместе с пудрой проникать даже в узкие полости, например в узлы карбюратора. В науке о защите металлов есть понятие водородной хрупкости. Суть явления такова. При отжиге или закалке металла сверхлегкий газ проникает в его структуру и Схема технологической линии холодного оцинкования деталей. Цифрами обозначены: 1 — подача деталей, на которые наносится покрытие, 2 — взвешивание, 3 и 5 — заполнение барабана, 4 — обезжиривание деталей, 6 — нанесение покрытия, 7 — перемещение деталей к месту сортировки, 8—сортировка, 9 — подача в барабан стеклянных шариков, 10— промывка и сушка деталей. Принципиальная схема холодного о цинкования изделия. отрицательно влияет на его качество. Используя электролитический метод защиты, водородной хрупкости избежать не удается. А вот механическое оцинкование надежно защищает металл от водорода. По крайней мере процент разрушения деталей от водородной хрупкости, обработанных методом холодного оцинкования, сведен к минимуму. И еще одно существенное достоинство новой технологии В «бетономешалку» в ряде случаев можно засыпать не только цинковую пудру, но и ее композиции с добавками меди, олова, кадмия, хрома. Подобные смеси гарантируют еще более надежную защиту от ржавчины и водородной хрупкости У технологии, о которой мы рассказали, поучительная судьба. Специалисты изобрели и запатентовали метод холодного механического оцинкования примерно 20 лет назад. И тогда он был признан нереальным. Предпочтение по-прежнему отдавалось традиционной гальванике. Было немало маловеров консультантов, которые идею, попросту говоря, «зарубили», представили совершенно бесперспективной. Метод, который уже тогда мог стать авангардным, был надолго забыт. Теперь же, когда он достиг конкретного конструктивного воплощения, его уже считают устаревшим,, узкоспециальным. На наш взгляд, это мнение ошибочно. Метод механического оцинкования достаточно молод, ему предстоят еще закономерные этапы усовершенствования. А самое главное — для него надо искать новые области применения, например, попробовать использовать его для оцинкования кровельного железа, массивных опор для ЛЭП — перейти от обработки мелких деталей к крупным конструкциям. ПАНОРАМА 51 |








