Техника - молодёжи 2009-02, страница 23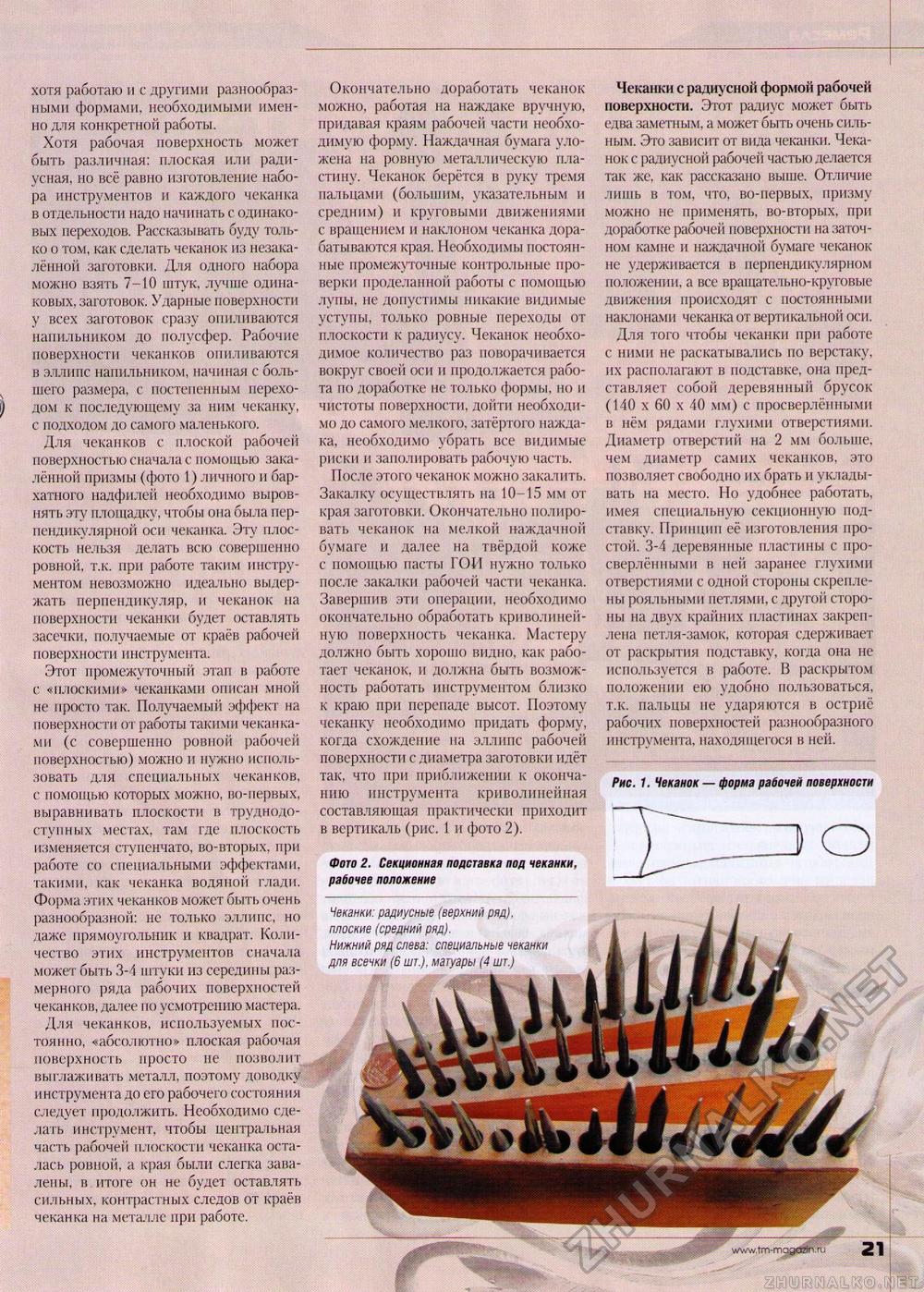
хотя работаю и с другими разнообразными формами, необходимыми именно для конкретной работы. Хотя рабочая поверхность может быть различная: плоская или радиусная, но всё равно изготовление набора инструментов и каждого чеканка в отдельности надо начинать с одинаковых переходов. Рассказывать буду только о том, как сделать чеканок из незакалённой заготовки. Для одного набора можно взять 7-10 штук, лучше одинаковых, заготовок. Ударные поверхности у всех заготовок сразу опиливаются напильником до полусфер. Рабочие поверхности чеканков опиливаются в эллипс напильником, начиная с большего размера, с постепенным переходом к последующему за ним чеканку, с подходом до самого маленького. Для чеканков с плоской рабочей поверхностью сначала с помощью закалённой призмы (фото 1) личного и бархатного надфилей необходимо выровнять эту площадку, чтобы она была перпендикулярной осп чеканка. Эту плоскость нельзя делать всю совершенно ровной, т.к. при работе таким инструментом невозможно идеально выдержать перпендикуляр, и чеканок на поверхности чеканки будет оставлять засечки, получаемые от краёв рабочей поверхности инструмента. Этот промежуточный этап в работе с «плоскими» чекаикамн описан мной не просто так. Получаемый эффект на поверхности от работы такими чеканка-ми (с совершенно ровной рабочей поверхностью) можно и нужно использовать для специальных чеканков, с помощью которых можно, во-первых, выравнивать плоскости в труднодоступных местах, там где плоскость изменяется ступенчато, во-вторых, при работе со специальными эффектами, такими, как чеканка водяной глади. Форма этих чеканков может быть очень разнообразной: не только эллипс, но даже прямоугольник и квадрат. Количество этих инструментов сначала может быть 3-4 штуки из середины размерного ряда рабочих поверхностей чеканков, далее по усмотрению мастера. Для чеканков, используемых постоянно, «абсолютно» плоская рабочая поверхность просто не позволит выглаживать металл, поэтому доводку инструмента до его рабочего состояния следует продолжить. Необходимо сделать инструмент, чтобы центральная часть рабочей плоскости чеканка осталась ровной, а края были слегка завалены, в итоге он не будет оставлять сильных, контрастных следов от краёв чеканка на металле при работе. Окончательно доработать чеканок можно, работая на наждаке вручную, придавая краям рабочей части необходимую форму. Наждачная бумага уложена на ровную металлическую пластину. Чеканок берётся в руку тремя пальцами (большим, указательным и средним) и круговыми движениями с вращением и наклоном чеканка дорабатываются края, Необходимы постоянные промежуточные контрольные проверки проделанной работы с помощью лупы, не допустимы никакие видимые уступы, только ровные переходы от плоскости к радиусу. Чеканок необходимое количество раз поворачивается вокруг своей оси и продолжается работа по доработке не только формы, но и чистоты поверхности, дойти необходимо до самого мелкого, затёртого наждака, необходимо убрать все видимые риски и заполировать рабочую часть. После этого чеканок можно закалить. Закалку осуществлять на 10-15 мм от края заготовки. Окончательно полировать чеканок на мелкой наждачной бумаге и далее на твёрдой коже с помощью пасты ГОИ нужно только после закалки рабочей части чеканка. Завершив эти операции, необходимо окончательно обработать криволинейную поверхность чеканка. Мастеру должно быть хорошо видно, как работает чеканок, и должна быть возможность работать инструментом близко к краю при перепаде высот. Поэтому чеканку необходимо придать форму, когда схождение на эллипс рабочей поверхности с диаметра заготовки идёт так, что при приближении к окончанию инструмента криволинейная составляющая практически приходит в вертикаль (рис. I и фото 2). Фото 2. Секционная подставка под чеканки, рабочее положение Чеканки: радиусные (верхний ряд), плоские (средний ряд). Нижний ряд слева: специальные чеканки для всечки (6 шт.). матуары (4 шт.) Чеканки с радиусной формой рабочей поверхности. Этот радиус может быть едва заметным, а может быть очень сильным. Это зависит от вида чеканки, Чеканок с радиусной рабочей частью делается так же. как рассказано выше. Отличие лишь в том, что, во-первых, призму можно не применять, во-вторых, при доработке рабочей поверхности на заточном камне и наждачной бумаге чеканок не удерживается в перпендикулярном положении, а все вращательно-круговые движения происходят с постоянными наклонами чеканка от вертикальной оси. Для того чтобы чеканки при работе с ними не раскатывались по верстаку, их располагают в подставке, она представляет собой деревянный брусок (140 х 60 х 40 мм) с просверлёнными в нём рядами глухими отверстиями. Диаметр отверстий на 2 мм больше, чем диаметр самих чеканков, это позволяет свободно их брать и укладывать на место. Но удобнее работать, имея специальную секционную подставку. Принцип её изготовления простой. 3-4 деревянные пластины с просверлёнными в ней заранее глухими отверстиями с одной стороны скреплены рояльными петлями, с другой стороны на двух крайних пластинах закреплена петля-замок, которая сдерживает от раскрытия подставку, когда она не используется в работе. В раскрытом положении ею удобно пользоваться, т.к. пальцы не ударяются в остриё рабочих поверхностей разнообразного инструмента, находящегося в ней. Рис. 1. Чеканок — форма рабочей поверхности |








