Дом 1995-01, страница 23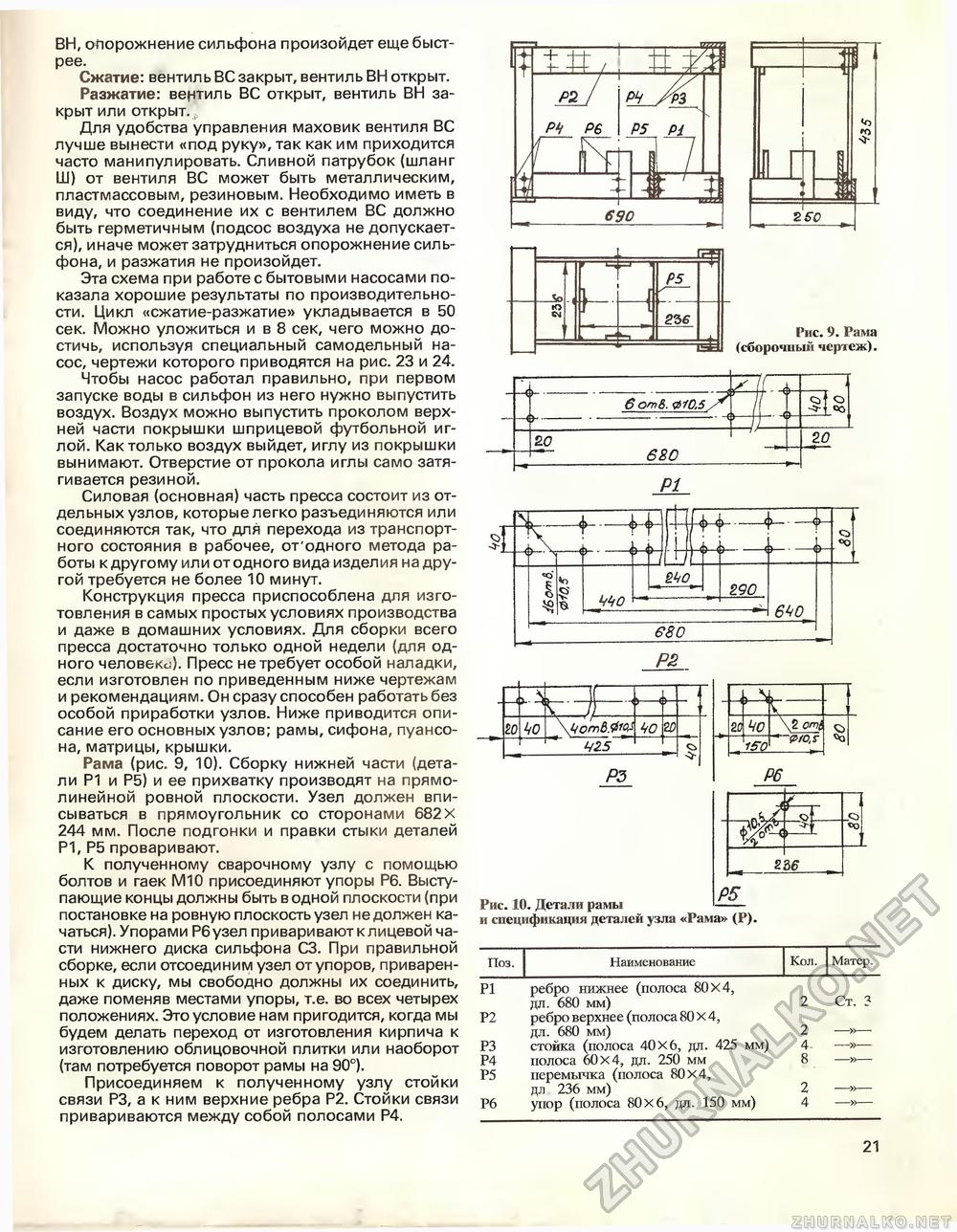
ВН, опорожнение сильфона произойдет еще быстрее. Сжатие: вентиль ВС закрыт, вентиль ВН открыт. Разжатие: вентиль ВС открыт, вентиль ВН закрыт или открыт., Для удобства управления маховик вентиля ВС лучше вынести «под руку», так как им приходится часто манипулировать. Сливной патрубок (шланг Ш) от вентиля ВС может быть металлическим, пластмассовым, резиновым. Необходимо иметь в виду, что соединение их с вентилем ВС должно быть герметичным (подсос воздуха не допускается), иначе может затрудниться опорожнение сильфона, и разжатия не произойдет. Эта схема при работе с бытовыми насосами показала хорошие результаты по производительности. Цикл «сжатие-разжатие» укладывается в 50 сек. Можно уложиться и в 8 сек, чего можно достичь, используя специальный самодельный насос, чертежи которого приводятся на рис. 23 и 24. Чтобы насос работал правильно, при первом запуске воды в сильфон из него нужно выпустить воздух. Воздух можно выпустить проколом верхней части покрышки шприцевой футбольной иглой. Как только воздух выйдет, иглу из покрышки вынимают. Отверстие от прокола иглы само затягивается резиной. Силовая (основная) часть пресса состоит из отдельных узлов, которые легко разъединяются или соединяются так, что для перехода из транспортного состояния в рабочее, от'одного метода работы к другому или от одного вида изделия на другой требуется не более 10 минут. Конструкция пресса приспособлена для изготовления в самых простых условиях производства и даже в домашних условиях. Для сборки всего пресса достаточно только одной недели (для одного человексз). Пресс не требует особой наладки, если изготовлен по приведенным ниже чертежам и рекомендациям. Он сразу способен работать без особой приработки узлов. Ниже приводится описание его основных узлов; рамы, сифона, пуансона, матрицы, крышки. Рама (рис. 9, 10). Сборку нижней части (детали Р1 и Р5) и ее прихватку производят на прямолинейной ровной плоскости. Узел должен вписываться в прямоугольник со сторонами 682X 244 мм. После подгонки и правки стыки деталей Р1, Р5 проваривают. К полученному сварочному узлу с помощью болтов и гаек М10 присоединяют упоры Р6. Выступающие концы должны быть в одной плоскости (при постановке на ровную плоскость узел не должен качаться). Упорами Рбузел приваривают к лицевой части нижнего диска сильфона СЗ. При правильной сборке, если отсоединим узел от упоров, приваренных к диску, мы свободно должны их соединить, даже поменяв местами упоры, т.е. во всех четырех положениях. Это условие нам пригодится, когда мы будем делать переход от изготовления кирпича к изготовлению облицовочной плитки или наоборот (там потребуется поворот рамы на 90°). Присоединяем к полученному узлу стойки связи РЗ, а к ним верхние ребра Р2. Стойки связи привариваются между собой полосами Р4.
Рис. 9. Рама (сборочный чертеж). Рис. 9. Рама (сборочный чертеж). Рис. 10. Детали рамы и спецификация деталей узла «Рама» (Р). Поз. | _Наименование Р1 ребро нижнее (полоса 80x4, дл. 680 мм) Р2 ребро верхнее (полоса 80X4, дл. 680 мм) РЗ стойка (полоса 40X6, дл. 425 мм) Р4 полоса 60X4, дл. 250 мм Р5 перемычка (полоса 80X4, дл 236 мм) Р6 упор (полоса 80x6, дл. 150 мм) | Кол. | Матер. 21 |








