Дом 1995-01, страница 28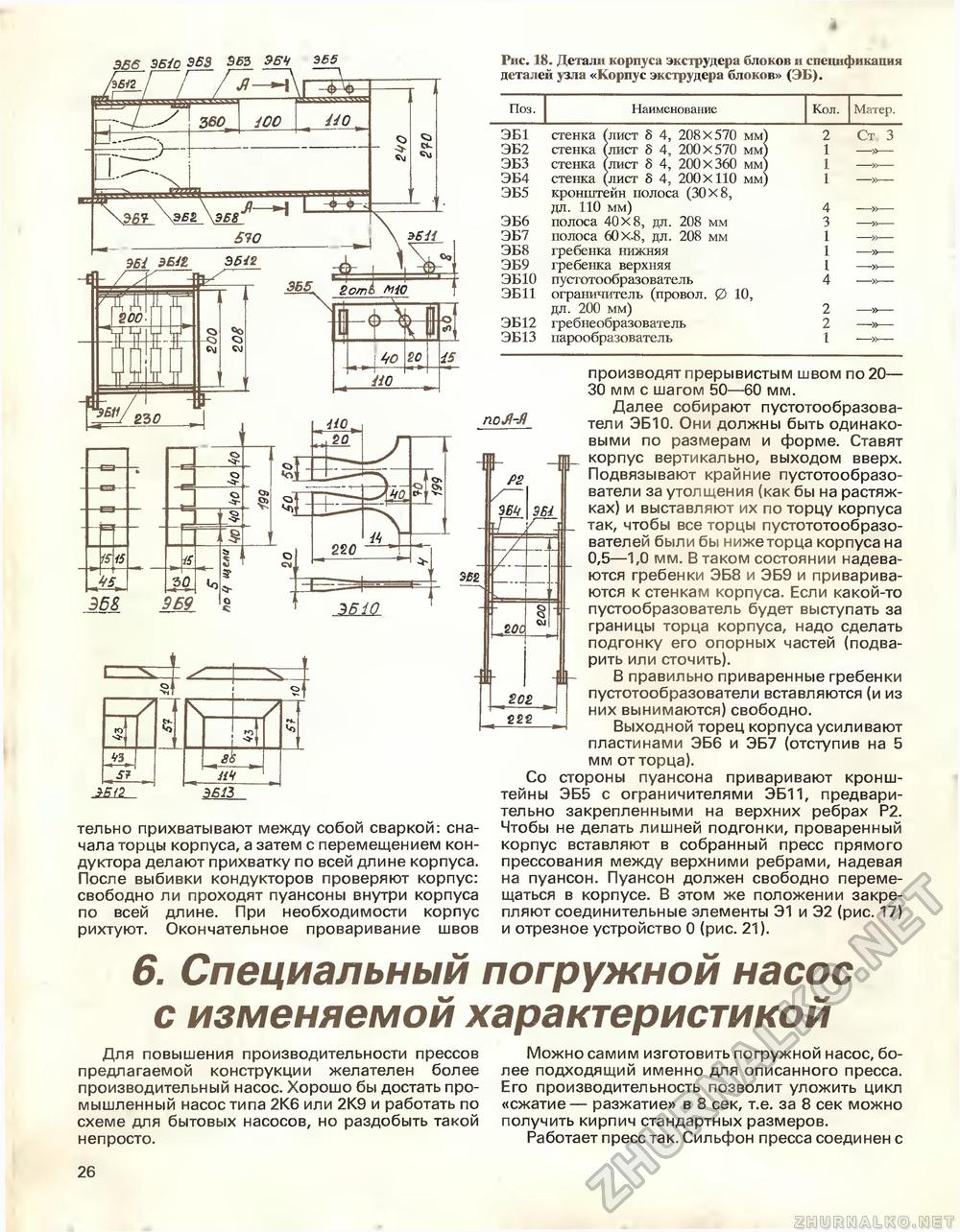
Рис. 18. Детали корпуса экструдера блоков и спецификация деталей узла «Корпус экструдера блоков» (ЭБ). Наименование стенка (лист 8 4, 208 X 570 мм) стенка (лист 8 4, 200X570 мм) стенка (лист 8 4, 200 x 360 мм) стенка (лист 8 4, 200X110 мм) кронштейн полоса (30X8, дл. 110 мм) полоса 40X8, дл. 208 мм ЭБ7 полоса 60Х.8, дл. 208 мм ЭБ8 гребенка нижняя ЭБ9 гребенка верхняя ЭБ10 пустотообразователь ЭБ11 ограничитель (провол. 0 10, дл. 200 мм) ЭБ12 гребнеобразователь ЭБ13 парообразователь
ЗБ12 ЗБ12 тельно прихватывают между собой сваркой: сначала торцы корпуса, а затем с перемещением кондуктора делают прихватку по всей длине корпуса. После выбивки кондукторов проверяют корпус: свободно ли проходят пуансоны внутри корпуса по всей длине. При необходимости корпус рихтуют. Окончательное проваривание швов производят прерывистым швом по 20— 30 мм с шагом 50—60 мм. Далее собирают пустотообразова-тели ЭБ10. Они должны быть одинаковыми по размерам и форме. Ставят корпус вертикально, выходом вверх. Подвязывают крайние пустотообразо-ватели за утолщения (как бы на растяжках) и выставляют их по торцу корпуса так, чтобы все торцы пустототообразо-вателей были бы ниже торца корпуса на 0,5—1,0 мм. В таком состоянии надеваются гребенки ЭБ8 и ЭБ9 и привариваются к стенкам корпуса. Если какой-то пустообразователь будет выступать за границы торца корпуса, надо сделать подгонку его опорных частей (подварить или сточить). В правильно приваренные гребенки пустотообразователи вставляются (и из них вынимаются) свободно. Выходной торец корпуса усиливают пластинами ЭБ6 и ЭБ7 (отступив на 5 мм от торца). Со стороны пуансона приваривают кронштейны ЭБ5 с ограничителями ЭБ11, предварительно закрепленными на верхних ребрах Р2. Чтобы не делать лишней подгонки, проваренный корпус вставляют в собранный пресс прямого прессования между верхними ребрами, надевая на пуансон. Пуансон должен свободно перемещаться в корпусе. В этом же положении закрепляют соединительные элементы Э1 и Э2 (рис. 17) и отрезное устройство 0 (рис. 21). 6- Специальный погружной насос с изменяемой характеристикойДля повышения производительности прессов предлагаемой конструкции желателен более производительный насос. Хорошо бы достать промышленный насос типа 2К6 или 2К9 и работать по схеме для бытовых насосов, но раздобыть такой непросто. Можно самим изготовить погружной насос, более подходящий именно для описанного пресса. Его производительность позволит уложить цикл «сжатие — разжатие» в 8 сек, т.е. за 8 сек можно получить кирпич стандартных размеров. Работает пресс так. Сильфон пресса соединен с 26 |
|||||||||||||||||||||||||||||||








