Дом 1999-02, страница 30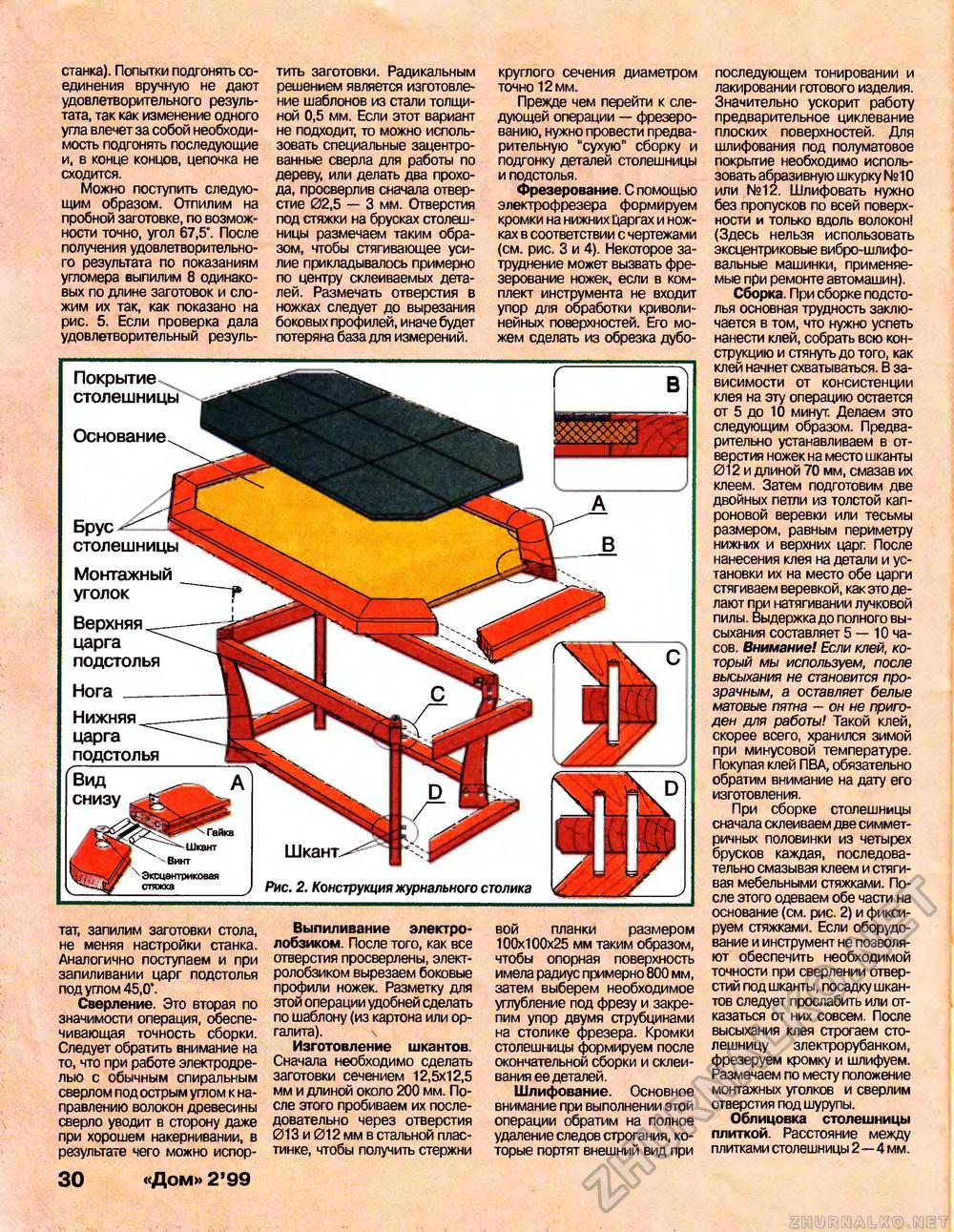
станка). Попытки подгонять соединения вручную не дают удовлетворительного результата, так как изменение одного угла влечет за собой необходимость подгонять последующие и, в конце концов, цепочка не сходится. Можно поступить следующим образом. Отпилим на пробной заготовке, по возможности точно, угол 67,5". После получения удовлетворительного результата по показаниям угломера выпилим 8 одинаковых по длине заготовок и сложим их так, как показано на рис. 5. Если проверка дала удовлетворительный резуль- тить заготовки. Радикальным решением является изготовление шаблонов из стали толщиной 0,5 мм. Если этот вариант не подходит, то можно использовать специальные зацентрованные сверла для работы по дереву, или делать два прохода, просверлив сначала отверстие 02,5 — 3 мм. Отверстия под стяжки на брусках столешницы размечаем таким образом, чтобы стягивающее усилие прикладывалось примерно по центру склеиваемых деталей. Размечать отверстия в ножках следует до вырезания боковых профилей, иначе будет потеряна база для измерений. круглого сечения диаметром точно 12 мм. Прежде чем перейти к следующей операции — фрезерованию, нужно провести предварительную "сухую" сборку и подгонку деталей столешницы и подстолья. Фрезерование. С помощью электрофрезера формируем кромки на нижних Царгах и ножках в соответствии с чертежами (см. рис. 3 и 4). Некоторое затруднение может вызвать фрезерование ножек, если в комплект инструмента не входит упор для обработки криволинейных поверхностей. Его можем сделать из обрезка дубо- Покрытие столешницы Основание Брус ^ столешницы Монтажный уголок Верхняя царга подстолья Нижняя царга тат, запилим заготовки стола, не меняя настройки станка. Аналогично поступаем и при запиливании царг подстолья под углом 45,0*. Сверление. Это вторая по значимости операция, обеспечивающая точность сборки. Следует обратить внимание на то, что при работе электродрелью с обычным спиральным сверлом под острым углом к направлению волокон древесины сверло уводит в сторону даже при хорошем накернивании, в результате чего можно испор Выпиливание электролобзиком. После того, как все отверстия просверлены, электролобзиком вырезаем боковые профили ножек. Разметку для этой операции удобней сделать по шаблону (из картона или оргалита). \ Изготовление шкантов. Сначала необходимо сделать заготовки сечением 12,5x12,5 мм и длиной около 200 мм. После этого пробиваем их последовательно через отверстия 013 и 012 мм в стальной пластинке, чтобы получить стержни вой планки размером 100x100x25 мм таким образом, чтобы опорная поверхность имела радиус примерно 800 мм, затем выберем необходимое углубление под фрезу и закрепим упор двумя струбцинами на столике фрезера. Кромки столешницы формируем после окончательной сборки и склеивания ее деталей. Шлифование. Основное внимание при выполнении этой операции обратим на полное удаление следов строгания, которые портят внешний вид при последующем тонировании и лакировании готового изделия. Значительно ускорит работу предварительное циклевание плоских поверхностей. Для шлифования под полуматовое покрытие необходимо использовать абразивную шкурку №10 или №12. Шлифовать нужно без пропусков по всей поверхности и только вдоль волокон! (Здесь нельзя использовать эксцентриковые вибро-шлифо-вальные машинки, применяемые при ремонте автомашин). Сборка. При сборке подстолья основная трудность заключается в том, что нужно успеть нанести клей, собрать всю конструкцию и стянуть до того, как клей начнет схватываться. В зависимости от консистенции клея на эту операцию остается от 5 до 10 минут. Делаем это следующим образом. Предварительно устанавливаем в отверстия ножек на место шканты 012 и длиной 70 мм, смазав их клеем. Затем подготовим две двойных петли из толстой капроновой веревки или тесьмы размером, равным периметру нижних и верхних царг После нанесения клея на детали и установки их на место обе царги стягиваем веревкой, как это делают при натягивании лучковой пилы. Выдержка до полного высыхания составляет 5 — 10 часов. Внимание! Если клей, который мы используем, после высыхания не становится прозрачным, а оставляет белые матовые пятна — он не пригоден для работы! Такой клей, скорее всего, хранился зимой при минусовой температуре. Покупая клей ПВА, обязательно обратим внимание на дату его изготовления. При сборке столешницы сначала склеиваем две симметричных половинки из четырех брусков каждая, последовательно смазывая клеем и стягивая мебельными стяжками. После этого одеваем обе части на основание (см. рис. 2) и фиксируем стяжками. Если оборудование и инструмент не позволяют обеспечить необходимой точности при сверлении отверстий под шканты, посадку шкантов следует прослабить или отказаться от них совсем. После высыхания клея строгаем столешницу злектрорубанком, фрезеруем кромку и шлифуем. Размечаем по месту положение монтажных уголков и сверлим отверстия под шурупы. Облицовка столешницы плиткой. Расстояние между плитками столешницы 2—4 мм. «Дом» 2'99 30 |








