Юный техник 1971-07, страница 12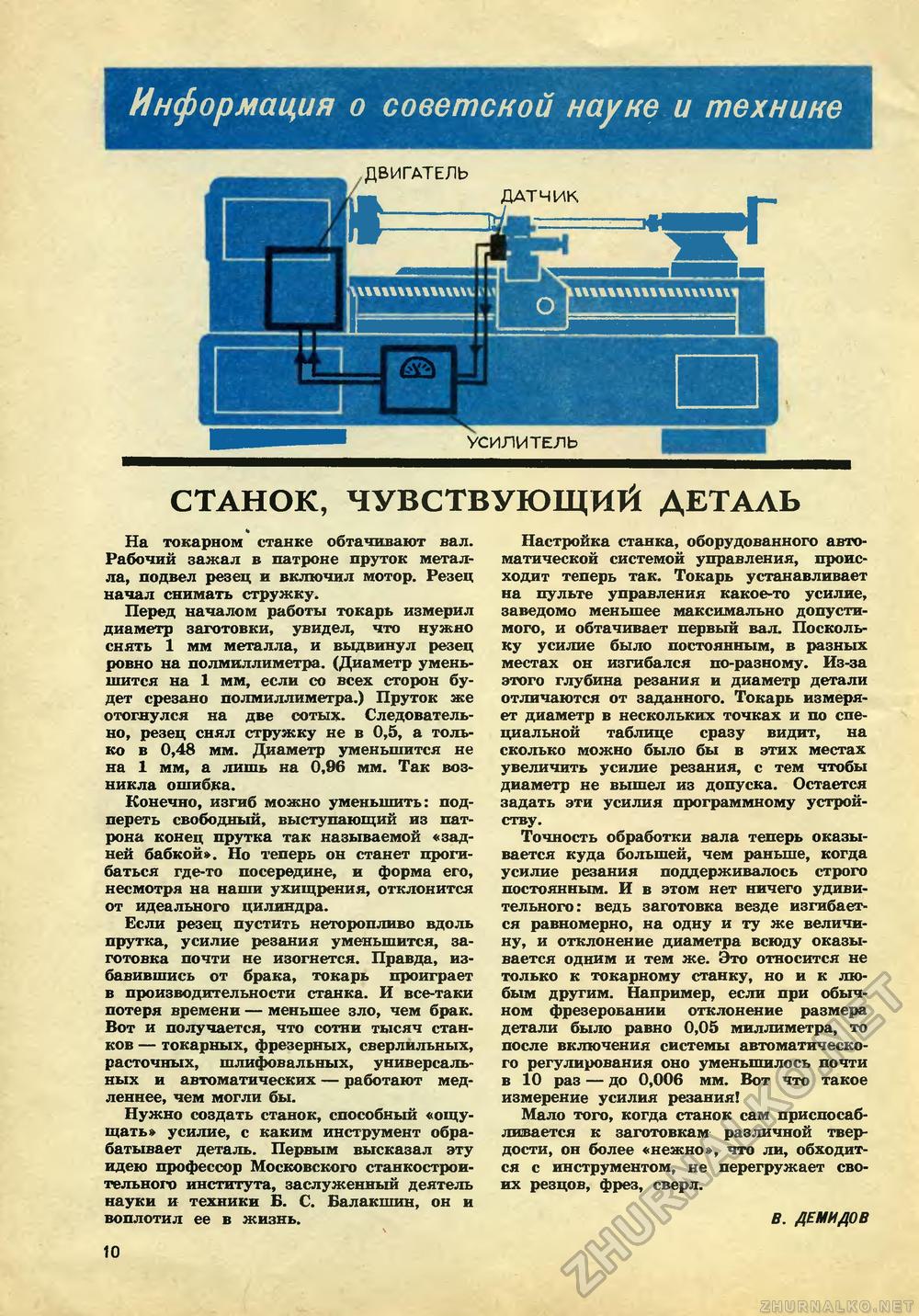
Информация о советской науке и технике ДВИГАТЕЛЬ ДАТЧИК УСИЛИТЕЛЬ СТАНОК, ЧУВСТВУЮЩИЙ ДЕТАЛЬ На токарном станке обтачивают вал. Рабочий зажал в патроне пруток металла, подвел резец и включил мотор. Резец начал снимать стружку. Перед началом работы токарь измерил диаметр заготовки, увидел, что нужно снять 1 мм металла, и выдвинул резец ровно на полмиллиметра. (Диаметр уменьшится на 1 мм, если со всех сторон будет срезано полмиллиметра.) Пруток же отогнулся на две сотых. Следовательно, резец снял стружку не в 0,5, а только в 0,48 мм. Диаметр уменьшится не на 1 мм, а лишь на 0,96 мм. Так возникла ошибка. Конечно, изгиб можно уменьшить: подпереть свободный, выступающий из патрона конец прутка так называемой «задней бабкой». Но теперь он станет прогибаться где-то посередине, и форма его, несмотря на наши ухищрения, отклонится от идеального цилиндра. Если резец пустить неторопливо вдоль прутка, усилие резания уменьшится, заготовка почти не изогнется. Правда, избавившись от брака, токарь проиграет в производительности станка. И все-таки потеря времени — меньшее зло, чем брак. Вот и получается, что сотни тысяч станков — токарных, фрезерных, сверлильных, расточных, шлифовальных, универсальных и автоматических — работают медленнее, чем могли бы. Нужно создать станок, способный «ощущать» усилие, с каким инструмент обрабатывает деталь. Первым высказал эту идею профессор Московского станкостроительного института, заслуженный деятель науки и техники Б. С. Балакшин, он и воплотил ее в жизнь. Настройка станка, оборудованного автоматической системой управления, происходит теперь так. Токарь устанавливает на пульте управления какое-то усилие, заведомо меньшее максимально допустимого, и обтачивает первый вал. Поскольку усилие было постоянным, в разных местах он изгибался по-разному. Из-за этого глубина резания и диаметр детали отличаются от заданного. Токарь измеряет диаметр в нескольких точках и по специальной таблице сразу видит, на сколько можно было бы в этих местах увеличить усилие резания, с тем чтобы диаметр не вышел из допуска. Остается задать эти усилия программному устройству. Точность обработки вала теперь оказывается куда большей, чем раньше, когда усилие резания поддерживалось строго постоянным. И в этом нет ничего удивительного: ведь заготовка везде изгибается равномерно, на одну и ту же величину, и отклонение диаметра всюду оказывается одним и тем же. Это относится не только к токарному станку, но и к любым другим. Например, если при обычном фрезеровании отклонение размера детали было равно 0,05 миллиметра, то после включения системы автоматического регулирования оно уменьшилось почти в 10 раз — до 0,006 мм. Вот что такое измерение усилия резания! Мало того, когда станок сам приспосабливается к заготовкам различной твердости, он более «нежно», что ли, обходится с инструментом, не перегружает своих резцов, фрез, сверл. В. ДЕМИДОВ 10 |








