Юный техник 1973-12, страница 73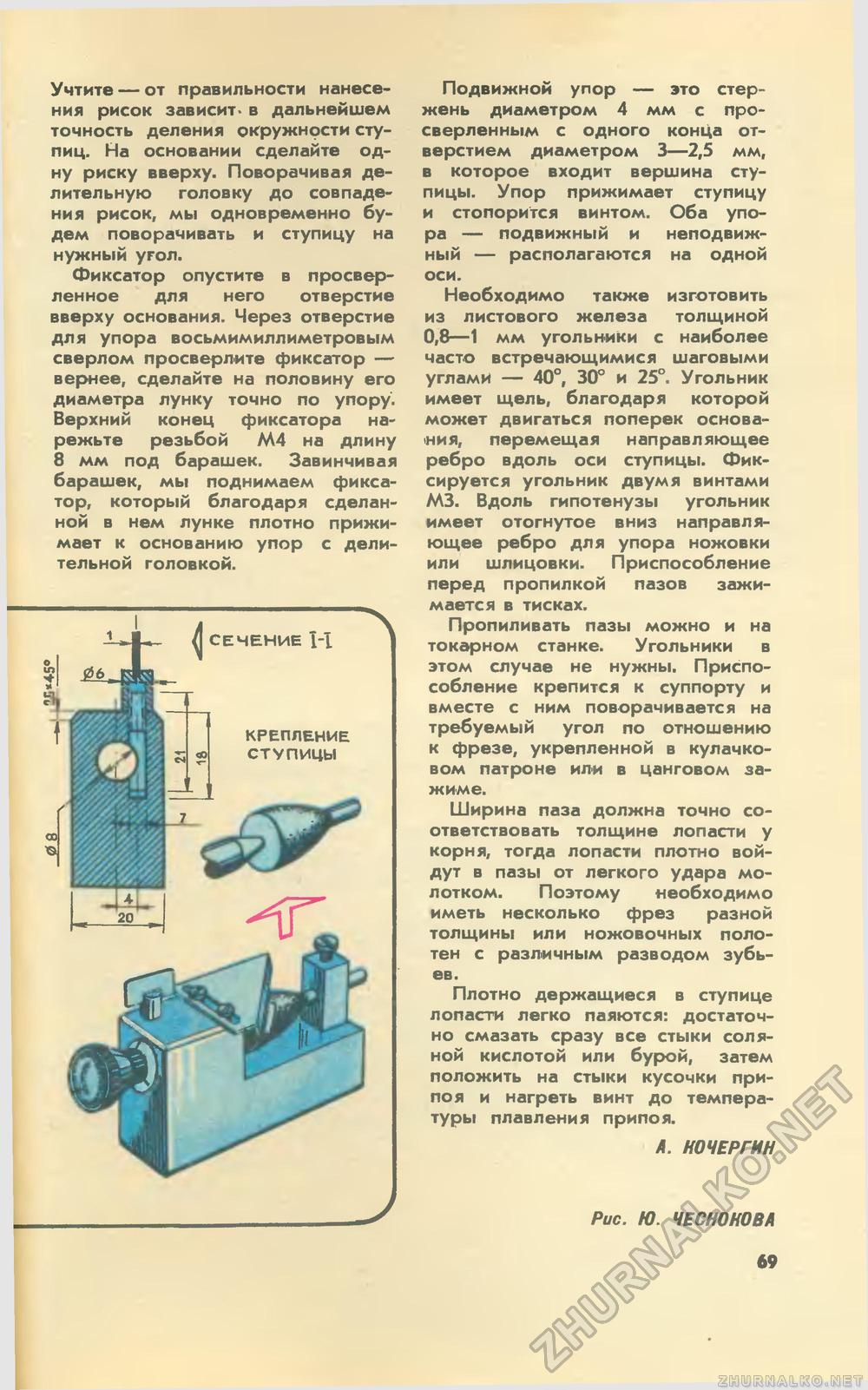
Учтите — от правильности нанесения рисок зависит- в дальнейшем точность деления окружности ступиц. На основании сделайте одну риску вверху. Поворачивая делительную головку до совпадения рисок, мы одновременно будем поворачивать и ступицу на нужный угол. Фиксатор опустите в просверленное для него отверстие вверху основания. Через отверстие для упора восьмимиллиметровым сверлом просверлите фиксатор — вернее, сделайте на половину его диаметра лунку точно по упору. Верхний конец фиксатора нарежьте резьбой М4 на длину 8 мм под барашек. Завинчивая барашек, мы поднимаем фиксатор, который благодаря сделанной в нем лунке плотно прижимает к основанию упор с делительной головкой. У Подвижной упор — это стержень диаметром 4 мм с просверленным с одного конца отверстием диаметром 3—2,5 мм, в которое входит вершина ступицы. Упор прижимает ступицу и стопорится винтом. Оба упора — подвижный и неподвижный — располагаются на одной оси. Необходимо также изготовить из листового железа толщиной 0,8—1 мм угольники с наиболее часто встречающимися шаговыми углами — 40°, 30° и 25°. Угольник имеет щель, благодаря которой может двигаться поперек основания, перемещая направляющее ребро вдоль оси ступицы. Фиксируется угольник двумя винтами МЗ. Вдоль гипотенузы угольник имеет отогнутое вниз направляющее ребро для упора ножовки или шлицовки. Приспособление перед пропилкой пазов зажимается в тисках. Пропиливать пазы можно и на токарном станке. Угольники в этом случае не нужны. Приспособление крепится к суппорту и вместе с ним поворачивается на требуемый угол по отношению к фрезе, укрепленной в кулачковом патроне или в цанговом зажиме. Ширина паза должна точно соответствовать толщине лопасти у корня, тогда лопасти плотно войдут в пазы от легкого удара молотком. Поэтому необходимо иметь несколько фрез разной толщины или ножовочных полотен с различным разводом зубьев. Плотно держащиеся в ступице лопасти легко паяются: достаточно смазать сразу все стыки соляной кислотой или бурой, затем положить на стыки кусочки припоя и нагреть винт до температуры плавления припоя. А. НОЧЕРГИН Рис. Ю. ЧЕСНОНОВА 69 |








